⚠️Пример 3: Расчёты расхода для неправильно работающего экструдера
Экструдер с той же геометрией дозирующей секции, что и в Примере 2, но при других условиях работы:
✅Данные:
• Производительность: 550 кг/ч
• Скорость вращения шнека: 100 об/мин
• Температура расплава: 210 °C
• Давление нагнетания: 10,3 МПа
✅Расчёты и анализ:
• Вращательный расход (Q_md) остаётся прежним: 888 кг/ч
• Расход, обусловленный градиентом давления (Q_mp) теперь составляет: 338 кг/ч
• Градиент давления: 5,4 МПа/виток
Общее повышение давления в дозирующей секции:
5 витков × 5,4 МПа/виток = 27 МПа
Однако измеренное давление нагнетания экструдера — только 10,3 МПа, что значительно меньше требуемого для полного заполнения дозирующей секции.
✅Что это значит?
• Для достижения давления 10,3 МПа необходимо примерно 1,9 витка дозирующей секции:
10,3 МПа / 5,4 МПа/виток ≈ 1,9 витка
• Оставшиеся 3,1 витка дозирующей секции заполнены не полностью (давление близко к нулю).
• Следовательно, часть секции заполнена лишь частично, и положительное давление поддерживается не по всей длине.
✅Последствия:
❌Дозирующая секция не контролирует производительность, шнек работает нестабильно и частично пуст.
❌ Высокий риск:
• Нестабильная производительность
• Повышенный уровень брака
• Деградация материала
• Увеличение затрат на рабочую силу
🧐Вывод:
Экструдер работает нестабильно — для стабильной работы дозирующая секция должна быть полностью заполнена и поддерживать положительное давление по всей длине.
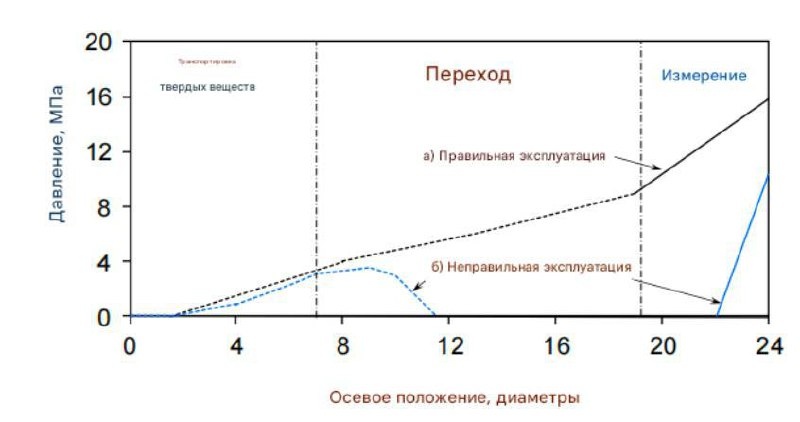
📊Для сравнения: На рис. 1.6 показан профиль давления в дозирующей секции для правильно и нестабильно работающих экструдеров:
• Правильно работающий — сплошные линии (положительное давление на всем протяжении)
• Нестабильно работающий — пунктирные линии (области с низким или нулевым давлением)
#Экструдер #ПЭНП #РасчетПроизводительности #ТехнологияЭкструзии #ПроизводствоПластмасс #КонтрольКачества #ПроблемыПроизводства