
Линия поперечной резки (ЛПР) листовой стали — это автоматизированный комплекс оборудования, предназначенный для поперечной нарезки металлических рулонов на заготовки заданных размеров. Такие линии широко используются в металлообработке, автомобилестроении, судостроении и других отраслях промышленности.
Основные компоненты ЛПР
1. Разматыватель (размотчик) – подает металлический рулон в линию.
2. Петлеобразователь — обеспечивает плавную подачу листа в правильную машину.
3. Правильная машина (правилка) – устраняет деформации и неровности листа после размотки.
4. Поперечные ножницы – режет лист на заготовки нужной длины.
5. Транспортная система (роликовые конвейеры, укладчики) – перемещает и укладывает готовые листы.
6. Система управления (ЧПУ, датчики) – обеспечивает точность резки и автоматизацию процесса.
Рассмотрим перечисленные компоненты на примере ЛПР, используемой на Лобненском металлопрокатном заводе.
Разматыватель
Разматыватель – это узел ЛПР, предназначенный для равномерной подачи металлического рулона в процесс обработки. Рулон крепится на горизонтальную консоль.
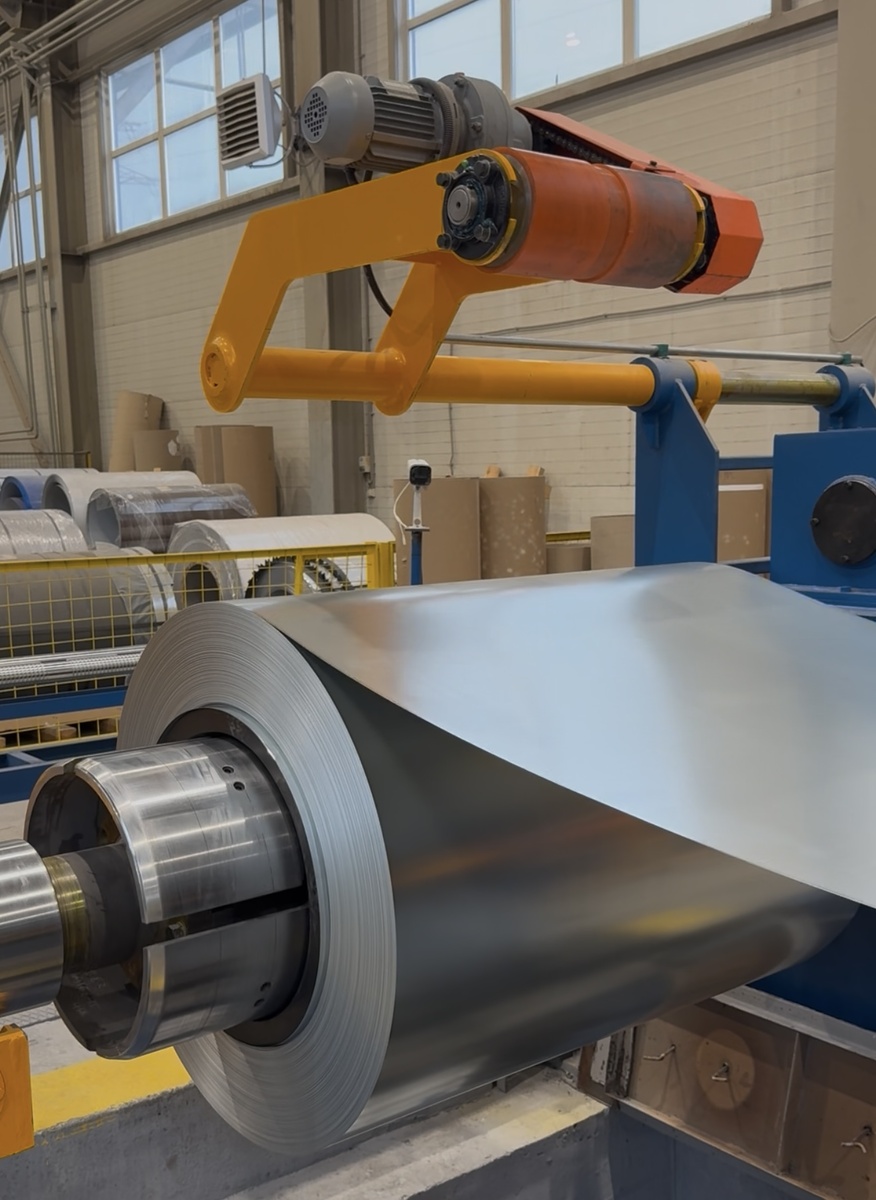
От его надежности и точности зависит бесперебойность всей линии.
Петлеобразователь
После разматывалеля лист поступает в петлеобразователь, основная функция которого - компенсация неравномерности скорости подачи металла от разматывателя к правильной машине.
Петлеобразование (провисание) — технологически необходимое решение, обеспечивающее стабилизацию натяжения металла на участке правки. Без провисания лист натягивался бы как струна, что привело бы к деформации кромок, проскальзыванию в правильных валках, повышенному износу оборудования. Петля же позволяет поддерживать оптимальное натяжение листа без жесткой механической связи между узлами. Подобно автомобильному амортизатору петлеобразователь смягчает рывки при движении металлического листа. Если правильная машина резко остановится (например, из-за заклинивания), провисание даст время системе управления ЛПР для реакции с целью предотвращения обрыва листа или повреждения разматывателя. Контроль уровня провисания осуществляется с помощью бесконтактного лазерного датчика (дальномера). При получении сигнала датчика об изменении заданного уровня провисания контроллер (управляющее устройство) корректирует скорость разматывателя.
Правильная машина
Правильная машина – это узел ЛПР, устраняющий дефекты прокатки (волны, вмятины, остаточные напряжения) перед резкой. Лист проходит через валковую систему, подвергаясь пластической деформации. В качестве материала валков часто используется твердая хромомолибденовая сталь (Х12МФ, HRC 58-62).
Поперечные ножницы
В качестве режущего инструмента рассматриваемой ЛПР используются гильотинные летучие ножницы, позволяющие резать металл без остановки его движения: ножницы двигаются вместе с металлом в момент реза, затем возвращаются в исходное положение. Движение режущего инструмента интегрировано в систему управления ЛПР и взаимосвязано с датчиками длины и системами укладки, что позволяет достигать высокой точности реза (±0,1–0,3 мм) и менять длину реза без переналадки линии.
Транспортная система
Играет важную роль в ЛПР, обеспечивая бесперебойное перемещение металла между технологическими участками. Её конструкция напрямую влияет на производительность и качество резки.
Основными компонентами транспортной системы являются роликовые конвейеры (рольганги), осуществляющие перемещение металла между операциями и ленточные конвейеры — для перемещения готовой продукции. Ролики, как правило, изготовлены из закаленной стали (HRC 45+) с полиуретановым покрытием (для защиты поверхности листа), лента — из термостойкой резины.
После резки листы (готовая продукция), выгружаются, посредством наклонного ленточного конвейера, в штабелёр, формируя пачку.
Послойная укладка листов контролируется автоматической системой выравнивания (датчики края, лазерные сенсоры). После формирования пачки, паллеты (поддоны) транспортируются в зону хранения.
Система управления
Это "мозг" всего комплекса, обеспечивающий синхронизацию оборудования, точность резки и минимизацию брака. Оператор загружает программу резки (длина, количество, марка стали), система автоматически разматывает рулон, режет листы, проверяет геометрию, укладывает готовые в пачки, маркирует их и отправляет на склад.
Заключение
Линия поперечной резки — это высокотехнологичный комплекс, обеспечивающий точную и быструю нарезку металлических рулонов на листы заданных размеров. Внедрение таких линий позволяет предприятиям значительно увеличить скорость обработки металла, минимизировать брак и снизить зависимость от ручного труда.
От эффективности работы ЛПР во многом зависит конкурентоспособность предприятия в сфере металлообработки.