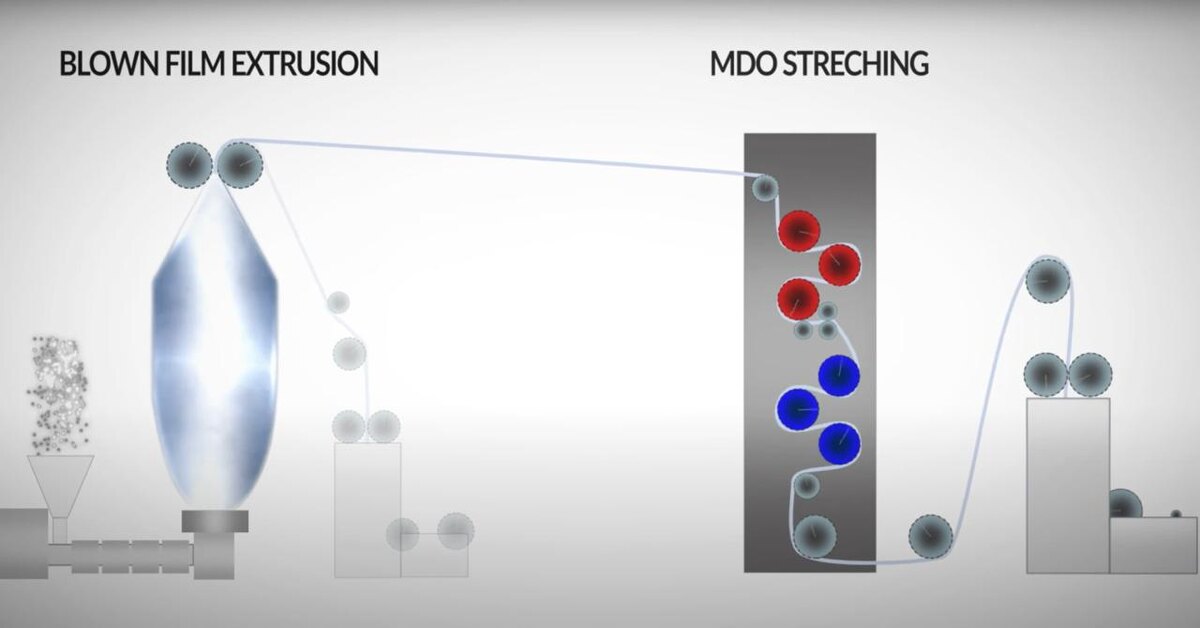
Контролируемые параметры процесса ориентирования пленки (MDO): что важно знать🤓
Современные линии ориентации пленки MDO оснащаются продвинутыми системами контроля. Только precise управление основными параметрами позволяет достигать стабильного качества продукции. Какие параметры контролируются и как это реализовано на практике?
🌡️Температура
✅Температура валов
- Для каждого вала установлены индивидуальные термопары (или PT100), обеспечивается непрерывный контроль температуры с погрешностью до ±1°C.
- Нагрев/охлаждение осуществляется с помощью терморегуляторов или контуров циркуляции жидкости, что исключает перегрев и тепловое расширение.
✅Температура пленки
- Используются контактные термопары или бесконтактные инфракрасные датчики, которые фиксируют температуру непосредственно на поверхности пленки в критических зонах.
- При необходимости температура корректируется изменением параметров нагрева валов или дополнительными ИК-нагревателями.
🏃Скорость
✅Скорость валов
- Каждый вал оборудован энкодерами высокого разрешения (например, 1024 имп./об) и приводами с векторным управлением для минимизации отклонений при синхронизации.
- Заданные скорости сохраняются с точностью до 0,1 м/мин для поддержания стабильного коэффициента растяжения.
✅Скорость производственной линии
- Общая скорость контролируется централизованно, что позволяет удерживать требуемую производительность и предотвращать неравномерную нагрузку.
🧵 Натяжение пленки
✅Измерение натяжения
- Устанавливаются прецизионные тензодатчики между ведущими валами — чувствительность датчиков позволяет фиксировать отклонения в пределах 1-2 Н.
✅Автоматическая корректировка
- Система управления мгновенно корректирует скорость отдельных секций для удержания натяжения в заданных пределах — критично для предотвращения разрывов или растяжки.
🔁 Коэффициент растяжения (Draw Ratio)
✅Вычисление
- Коэффициент рассчитывается на основе значений скорости между последовательными валами (по формуле: скорость ведущего вала / скорость принимающего).
✅Удержание параметра
- Система управления обеспечивает автоматическую корректировку режимов для стабильности коэффициента, чтобы получить необходимые механические свойства пленки.
📏 Толщина пленки
✅Измерение
- Применяют лазерные сканеры или радиоизотопные (бета-) датчики для непрерывного контроля толщины — возможна дискретность до 1 микрометра.
✅Автоматическая настройка
- При отклонении толщины автоматика изменяет значения температуры, скорости и натяжения.
🤏Ширина пленки
✅Измерение
- На выходе используются оптические датчики ширины, интегрированные в линию.
✅Автоматическая корректировка
- Системы регулировки ширины (например, термокалибровочные ножи) мгновенно реагируют на колебания и возвращают пленку к номиналу.
🧐Итог:
Комбинированное применение всех вышеперечисленных систем позволяет получать на выходе плёнку с гарантированными параметрами и высоким уровнем повторяемости. Автоматизация процессов исключает влияние человеческого фактора и обеспечивает максимальную стабильность качества.
🔔Подписывайтесь на канал — здесь только проверенная индустриальная практика по контролю и автоматизации!