Современные города и промышленные объекты сложно представить без профнастила — материала, сочетающего прочность, долговечность и экономическую эффективность. От кровель торговых центров до ограждений частных домов, от фасадов производственных цехов до декоративных элементов — везде находит применение профилированный стальной лист.
В этой статье я расскажу об этапах производства, в ходе которых обычная стальная лента на Лобненском металлопрокатном заводе МЕТАЛЛСЕРВИС превращается в надёжный и эстетичный строительный материал, а также о некоторых особенностях производства нержавеющего профилированного листа.
1. Подготовка сырья
Исходным материалом обычно служит холоднокатаная низкоуглеродистая оцинкованная рулонная сталь — с полимерным покрытием (PE, Pural, PVDF) или без него.

Толщина металла обычно 0,4–1,2 мм, ширина рулона – до 1 250 мм. Рулоны хранят в сухом помещении на деревянных поддонах.
Материал проверяют на отсутствие дефектов поверхности, повреждений кромок (царапины, пятна окислов, отслоение полимера, плохая адгезия). Уровень адгезии покрытия к металлу оценивают методом решётчатого надреза, в соответствии с ГОСТ 31149 (ISO 2409). Контрольные замеры толщины цинкового покрытия производятся магнитным толщиномером (ГОСТ 9.302), толщины полимера — вихретоковым толщиномером или с помощью микроскопа (на срезе). Цвет покрытия оценивается путём сравнения с эталоном (по цветовым шкалам RAL и RR), глянец — с помощью глянцемера - оптического прибора, измеряющего способность поверхности отражать свет.
Сырье не допускают к производству, если обнаружено:
- отслоение покрытия
- ржавчина или точечная коррозия
- толщина цинка/полимера ниже нормы.
2. Размотка и правка
Рулон устанавливают на разматыватель с тормозным механизмом, обеспечивающим плавную подачу металлического листа из рулона на правильный участок.
Лист пропускают через правильные валки для устранения волнистости.
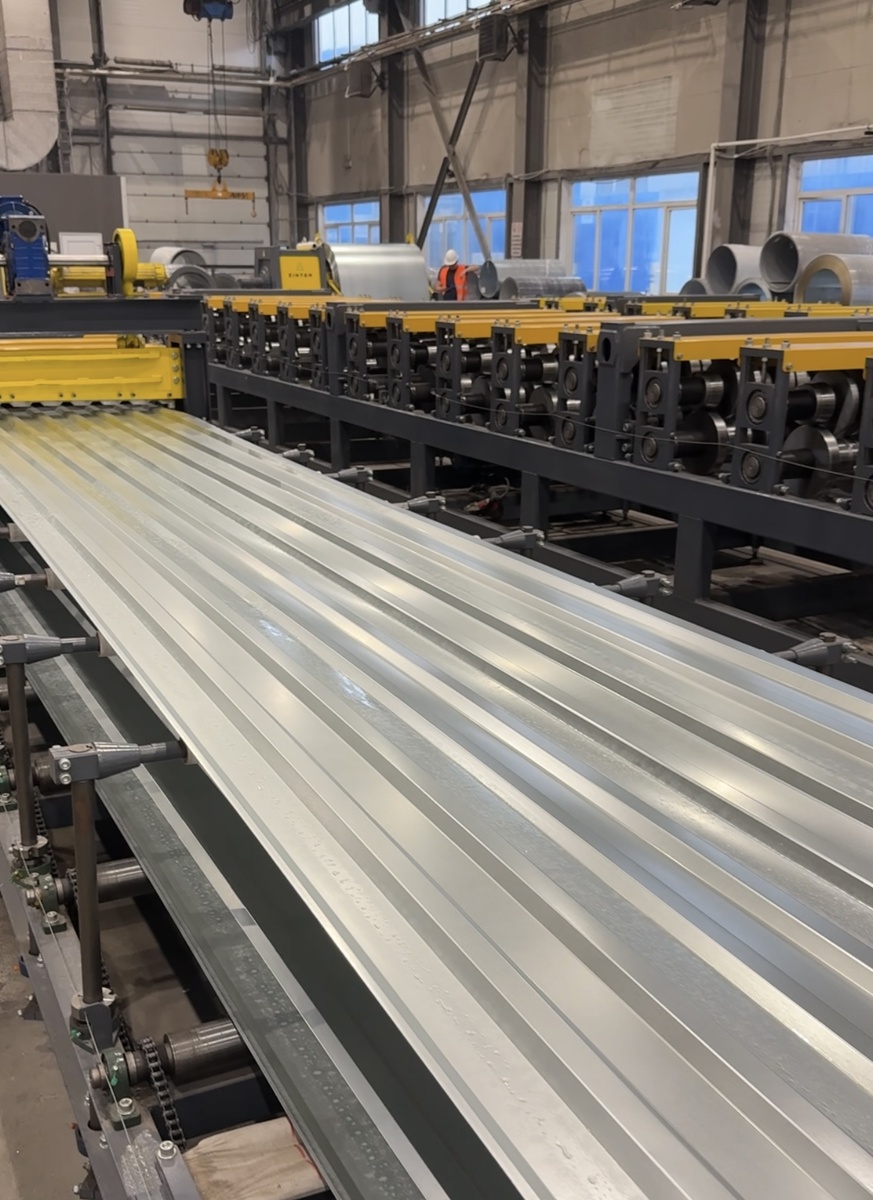
3. Формовка профиля
Лист со скоростью 20-40 м/мин проходит через прокатные клети, где ему придается волнообразная, трапециевидная или иная форма.
Система прокатных клетей состоит из черновых клетей (формирование базового профиля), промежуточных клетей (окончательное формирование профиля) и чистовых клетей (геометрическая доводка профиля, устранение упругих деформаций, создание требуемой шероховатости).
Рабочие зазоры между валками в разных клетях разные: в черновых клетях они составляют 1,25-1,35 от толщины металла, в промежуточных — 1,05 -1,15 , в чистовых — 0,95-1,0 .
Материалы, используемые для изготовления валков: инструментальные закалённые стали 9ХС, 6ХВ2С, Х12МФ, высоколегированная быстрорежущая порошковая сталь ASP-2030, твердый сплав WC-Co.
4. Нарезка по длине
Готовый профиль режут гильотинными ножницами на листы нужного размера (обычно до 12 м)
5. Упаковка и маркировка
Листы укладывают в пачки, защищают пленкой и маркируют (указывают марку, толщину, покрытие).
6. Особенности производства профнастила из нержавеющей стали
Производство профнастила из нержавеющей стали, в сравнении со сталью оцинкованной, требует соблюдения особых технологических параметров из-за специфических свойств материала.
Для профилирования часто используют аустенитные (AISI 304, 316) и ферритные (AISI 430, 439) марки с различными состояниями поверхности — матовая (2В), зеркальная (ВА), шлифованная (N) или с декоративной текстурой (DECO).
Нержавеющая сталь обладает высокой прочностью и склонностью к наклёпу, что требует:
- увеличения на 20–30%, по сравнению с оцинкованной сталью, усилия прокатки
- cнижения скорости профилирования до 5–15 м/мин (в зависимости от толщины)
- контроля температуры (не выше 150°C для избежания потери коррозионной стойкости)
- частой заточки и полировки рабочих поверхностей валков для минимизации царапин
- использования антиадгезионных покрытий (TiN, TiAlN) для снижения трения
После резки нержавеющего профнастила рекомендуется обработка кромок. Способ обработки (зачистка абразивными пастами, пассивация азотной кислотой) зависит от марки стали и условий эксплуатации. Дело в том, что гильотина повреждает защитный (пассивный) слой нержавейки, оставляя деформированную кромку с микротрещинами глубиной до 50-100 мкм, которые могут стать очагами коррозии, особенно в неблагоприятных условиях (морской воздух, промышленные выбросы, дорожные реагенты и т.п.). Наклёп (упрочнение края) снижает коррозионную стойкость на 20-30%.
Срок службы профнастила из нержавеющей стали (50+ лет) значительно превышает аналогичный показатель для оцинкованного профнастила (20-30 лет), но стоимость его, как правило, в 3-5 раз выше. Поэтому профнастил из нержавеющей стали — это выбор для ответственных объектов, где важны долговечность в агрессивных средах, эстетика без потери функциональности и минимальное обслуживание.
7. Заключение
Производство профнастила — это высокотехнологичный процесс, позволяющий создавать продукцию с точно прогнозируемыми характеристиками. Правильный выбор материала (от экономичной оцинковки до премиальной нержавейки), контроль качества исходного материала (выявление дефектов поверхности, проверка толщины и адгезии покрытий), соблюдение режимов обработки на всех этапах производства — вот три ключевых фактора успеха в этом сегменте строительных материалов.