
Железоцинковое покрытие на поверхности стальных и чугунных элементов формируется в процессе их погружения в расплав. После извлечения деталей из ванны на них образуется дополнительный слой из жидкого цинка, который окончательно затвердевает только после остывания. В результате нанесения цинкового слоя увеличивается общая толщина изделий. Конструкции с повышенной теплоемкостью покрываются исключительно железоцинковым сплавом. Если в составе металла содержится кремний в пределах 0,3–0,12 % или свыше 0,2 %, покрытие получается не сплошным, а пористым. Чем дольше длится процесс погружения, тем толще становится этот слой, однако внешнее цинковое покрытие на деталях не образуется.
При концентрации алюминия около 0,07 % в цинковом расплаве процесс формирования железоцинкового слоя протекает медленнее. В этом случае образуются более тонкие покрытия, содержащие алюминий. На скорость и характер их формирования влияют три ключевых фактора: температура, время выдержки в расплаве и процентное содержание алюминия.
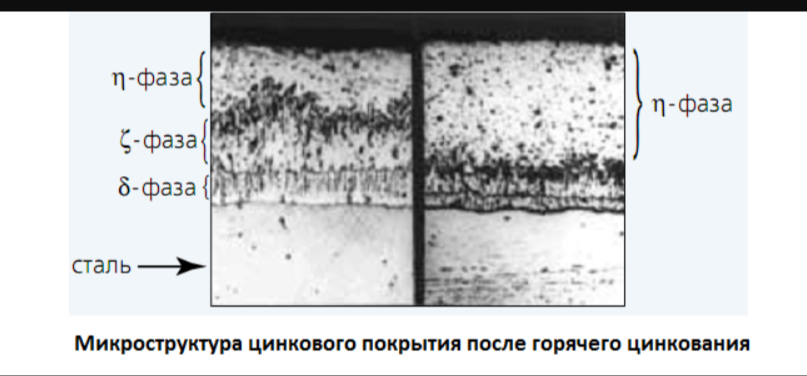
Затвердевший цинковый слой обладает характерной кристаллической структурой, напоминающей листья папоротника. При поперечном сечении хорошо различимы три зоны: основание из стали, промежуточный железоцинковый слой и внешний цинковый покров.
На деталях с неравномерной толщиной участки с повышенной теплоемкостью приобретают серый оттенок из-за активного формирования железоцинкового сплава. В стальных конструкциях с критическим содержанием кремния этот процесс ускоряется, что также приводит к появлению серого цвета при охлаждении. При микроскопическом анализе среза таких изделий наблюдаются мелкие кристаллические образования фазы, сформировавшиеся в цинковом покрытии.
Если концентрация кремния превышает 0,2%, размер кристаллов увеличивается. Кроме того, вблизи границы с основным металлом становятся заметны мелкие кристаллические включения фазы.
Трещины
К данной категории относятся дефекты, уже присутствующие на поверхности металлических деталей до обработки. Чаще всего это трещины, образовавшиеся в процессе закалки. Обнаружить такие изъяны на металле до цинкования практически невозможно — они становятся заметны только после завершения процесса.
Отличительной особенностью этих трещин является неполное заполнение железо-цинковым сплавом. При поперечном сечении видно, что боковые стенки дефекта покрыты окалиной. Подобные трещины можно перепутать с повреждениями, возникающими из-за охрупчивания. Однако в случае охрупчивания даже мельчайшие разрывы полностью заполняются слоями цинка и железа.
Снижение пластичности материала
Данный дефект возникает из-за изменения механических свойств цинкуемой детали под воздействием высокой температуры расплавленного цинка. Наибольшему риску искусственного старения подвержены изделия, прошедшие холодную деформацию или быстрое охлаждение. Под механической нагрузкой, не сопровождающейся пластической деформацией, такие детали склонны к хрупкому разрушению.
В некоторых случаях охрупчивание достигает такой степени, что оцинкованные элементы ломаются уже в процессе эксплуатации — например, при резких динамических нагрузках или под воздействием отрицательных температур в строительных конструкциях.
Отличительная особенность этого вида разрушения — его легко диагностировать, так как его сложно спутать с другими дефектами цинкования. Важно отметить, что искусственному старению подвержены исключительно металлоконструкции, изготовленные из кипящих сталей. Спокойные стали сохраняют свои свойства даже при значительных перепадах температур и не склонны к охрупчиванию.
Охрупчивание по причине внутреннего напряжения
При контакте с поверхностью металла расплавленный цинк проникает в участки с повышенными внутренними напряжениями, воздействуя на границы кристаллических зерен. Это приводит к межкристаллитному разрушению, что проявляется в образовании трещин и разрывов вдоль границ зерен металла.
Визуально такие дефекты легко различимы. Характерной особенностью является неполное заполнение трещин железо-цинковым сплавом, что может привести к ошибочному восприятию их как дефектов, существовавших на поверхности до цинкования.
Для предотвращения подобных повреждений необходимо проводить операции по снятию внутренних напряжений в металлоконструкциях перед процессом цинкования. Это может быть достигнуто с помощью отжига или других методов термообработки.
Физическая деформация
В процессе цинкования может происходить изменение геометрии обрабатываемых деталей - их искривление, сопровождающееся изменением первоначальных форм и размеров. В особо тяжелых случаях такие деформации приводят к образованию трещин.
Основными причинами искривлений являются:
- Наличие остаточных напряжений в металле;
- Нарушение технологии погружения деталей в цинковый расплав.
Трещины в виде сетки
Данный вид дефектов характеризуется распространением из внутренних слоев металла к его поверхности. Они образуют выраженную сетчатую структуру и преимущественно возникают в деталях, изготовленных холодной прокаткой из тонколистовой стали с повышенным содержанием кремния.
Внешние признаки:
- Трещины сквозного типа, проходящие через железо-цинковый слой и наружный сплав;
- Имеют открытый выход на поверхность с одной стороны;
- Четко просматриваются в виде разветвленной сетки.
Шероховатое покрытие
Шероховатости поверхности представляют собой грубые и неравномерные участки, возникающие в процессе цинкования деталей. Их формирование обусловлено несколькими ключевыми факторами.
1. Исходная структура поверхности уже имеет шероховатость;
2. Различия в скорости образования слоя;
3. Влияние химического состава.
Отслоение
Отслоения, как правило, имеют плоскую форму и располагаются в верхнем слое прокатной детали. После горячего цинкования такие отслоения становятся еще более заметными. Обычно они возникают в процессе проката. При цинковании сплав железа и цинка проникает в пространство между отслоением и основным материалом, что приводит к еще большему отделению краев дефектных элементов от поверхности основного материала.
Отслоения легко идентифицировать. Они могут принимать форму язычков (большие) или точек и полос (маленькие). В поперечном сечении такие отслоения хорошо видны. Иногда этот дефект ошибочно принимают за бугры.
Перед процессом цинкования чешуйчатость поверхности необходимо удалять механическим способом. Мелкие чешуйки можно устранить с помощью отжига.
Изменение цвета
Дефектные участки с измененным цветом не имеют строгой формы и размера. Они могут образовываться сразу после вынимания деталей, а также после просушивания. Такие зоны появляются вследствие наличия в расплаве следов посторонних элементов, которые при реакции с цинком образуют окислы.
Этот дефект легко распознать. Для его исключения следует использовать более чистый по составу расплав при цинковании.
Капли и подтеки
Дефект капель и подтеков чаще всего появляется после вынимания заготовок из ванн с расплавленным цинком. Наиболее подвержены этому дефекту трубы в местах сварочного грата (внутренняя сторона). Капли образуются из-за наличия остатков цинка на изделии. Их можно удалить механическим способом или с помощью вибрации.
Зола и флюсованные остатки
Дефект имеет характерный серый или желтоватый цвет и возникает из-за неметаллических отложений, состоящих из окиси цинка с хлористым цинком. Зола и флюсовые остатки крепко прилипают к заготовкам при вынимании. Этот дефект легко распознается. Чтобы избежать его появления, следует очищать золу и остатки флюса до и после цинкования, используя для этого щетку.
Склеивание
Склеивания обычно образуются при одновременном цинковании нескольких заготовок. В результате после вынимания детали могут склеиваться между собой. Чтобы избежать этого, необходимо тщательно следить за тем, чтобы конструкции не соприкасались.
Отпечатки
Отпечатки образуются на месте вдавливания цинка и возникают вследствие ударов инструмента по незастывшему слою железа и цинка. Чтобы избежать образования отпечатков, не следует дотрагиваться до заготовок инструментом, пока слой цинка не застыл.
Серые пятна
Участки с тусклым серым или светло-серым цветом образуются в тех местах, где нет непрерывного наружного слоя цинка. Обычно такие зоны появляются на поверхностях металла с критичным содержанием кремния. Дефект может проявляться сразу после извлечения и образовываться при слишком медленном остывании заготовок.
Этот дефект легко отличим визуально. На поперечном сечении хорошо видны зоны, на которых отсутствует цинковый слой и есть только железоцинковый слой. При цинковании сталей с критичным содержанием кремния предотвратить такой дефект сложно, но уменьшить его количество можно, используя быстрое охлаждение.
Отслоение
Отслоения представляют собой участки, на которых цинковый слой отделяется от покрытия. Образованию этого дефекта подвержены участки с толстым железоцинковым слоем и ровной поверхностью. Причиной образования отслоений могут быть удары, упругая или пластичная деформация. Иногда отслоения путают со сколами.
Шелушение
Шелушение часто происходит в результате взаимодействия стали и цинка, что приводит к образованию пор на границе контакта материалов. Кроме того, причиной шелушения может быть недостаточно быстрое охлаждение заготовок, когда они располагаются друг на друге. Иногда шелушение ошибочно принимают за отслоение. Для предотвращения этого дефекта после процесса цинкования детали охлаждают до температуры ниже 200 градусов Цельсия.
Белая ржавчина
Белый рыхлый налёт, это так называемая "белая ржавчина"(гидроксид цинка). Образуется при хранении свежеоцинкованного материала во влажной атмосфере. Со временем, как только завершится процесс формирования поверхностного слоя карбоната цинка, белая ржавчина при эксплуатации удалится под влиянием внешних условий или можно убрать вручную раствором уксуса 50/50 или чистым уксусом.
Точечная коррозия
Проявляется в виде локальных повреждений золотисто-каштанового оттенка. При интенсивном окислительном процессе может распространяться вглубь до стальной основы.
Коричневая краска
Появление данного дефекта связано с процессом коррозии, в результате которого образуется гидроксид железа. Этот дефект часто путают с обычной ржавчиной. В поперечном сечении можно увидеть поврежденный коррозией цинковый слой.
Образование дефекта зависит от условий, в которых находятся детали после цинкования. Например, повышенная влажность или наличие агрессивных химических веществ могут способствовать более быстрому развитию коррозии и, как следствие, образованию данного дефекта.
Другая ржавчина
Имеет яркий красно-коричневый цвет и легко мигрирует на другие заготовки Иногда ее принимают за коричневую окраску. Из плюсов ее можно смыть.
Пузыри
Дефект возникает в результате воздействия водорода на цинковое покрытие, что приводит к коррозии в условиях повышенной влажности. Внешний вид этого дефекта напоминает плоские лопнувшие пузыри, которые локализуются на границе между железоцинковым и чисто цинковым слоями.