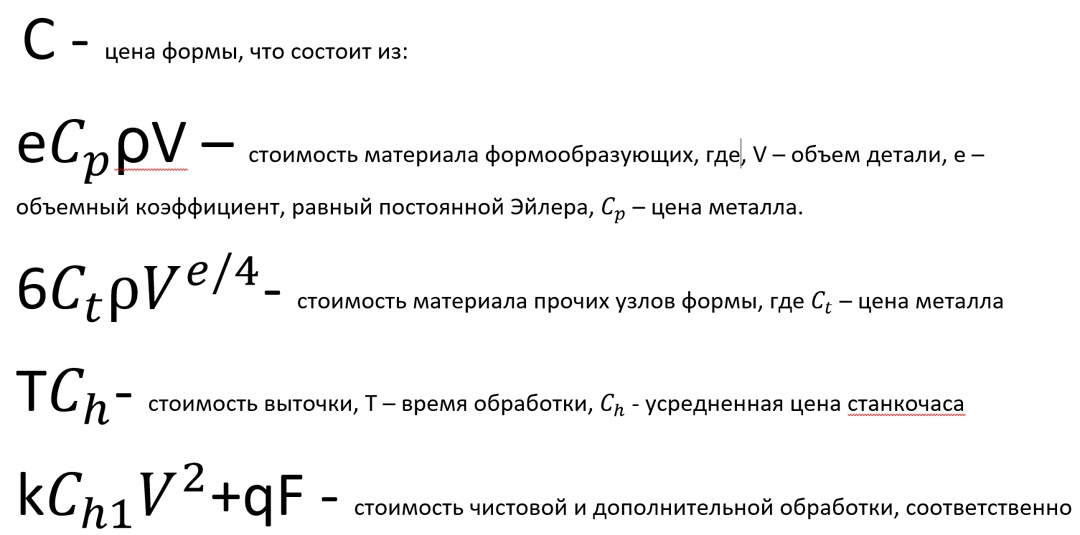
Здравствуйте, дорогие коллеги! Поздравляю Вас – Вы совершаете технологический рывок в рамках отдельно взятого производства, а значит возникает множество вопросов. И самый болезненный из них – безусловно, цена. Но цифры стоимости – вопрос математики, а значит, подчиняются неким законам. Цена любой формы складывается в соответствии с аппроксимированной формулой, которая сильно напоминает уравнения термодинамики:

Человек, который впервые сталкивается с производством форм, обычно учитывает только TC: «Что там может столько стоить? Ну электричества тыщ на 6, ну слесарю заплати – но он и так сидит.»
Для начала, разберем, сколько металла уходит только на формообразующие. А уходит его по объему кратно больше, чем занимает сама деталь.
Что вы видите на фото? Большинство людей уверенно ответит – «литой диск». Представьте, сколько весила бы заготовка, если бы его пришлось вытачивать из цельного куска. Представили? Потому-то и литой. Отливать, ковать, печатать формообразующие мы пока не умеем, потому, для ажурных изделий, как на нашем фото:
приходится, как еще деды при царях, перерабатывать на стружку огромные кирпичи легированной стали, которые еще необходимо нарезать из пластин, оставляя неимоверные припуски и кучу обрезков. Благо, плиты обвязки условно стандартной толщины и обрабатываются незатейливо и скоро.
Станкочас же – не просто цена потребляемой энергии. Производственники, как мы с Вами, вынуждены кормить прорву бездельников, как говорится – один с сошкой, семеро с ложкой. Ладно оператор ЧПУ, который хотя бы нажимает кнопки, но приходится платить производителю СОЖ, который берет совершенно неадекватные деньги, за то, что разливает по бутылкам свою жижу, а еще же НАЛОГИ.
Далее наступает пора чистовой обработки. Чтобы изделие не прилипало к форме, чтобы имело необходимую текстуру, чтобы, не дай бог, не перекалить поверхность, как точильщик ножей на рынке, обработку приходится проводить другим инструментом и на совсем другой скорости.
Вдобавок, ко всему, невыносимо усложняют производство различные виду доп.обработки поверхности – увы, без них на многих изделиях не обойтись: идет ли речь о тактильной поверхности потребительских товаров, убийственном для стали стекловолоконном армировании или о раздражающе высокой адгезии термоэластопластов, когда необходимость диктуют свойства готовой продукции, приходится погружаться не только в профессиональный жаргон, но и в обозначаемые им процессы.
Электроэрозионная обработка, разнообразные виды поверхностного упрочнения, будь то химическое или гальваническое, в действительности составляют необходимое дополнение к производственным процессам. Преимущества, которые дает гладкая поверхность в плане облегчения экстракции и увеличения коррозионной стойкости очевидны, однако так же она увеличивает производительность станка, снижая длительность цикла литья за счет уменьшения трения протекающего расплава о стенки.
Бывает и так, что преимущества доп. обработки являются приятным дополнением помимо целевого эффекта. Как, к примеру, в тех случаях, когда на станках с большим усилием смыкания необходимо избежать деформации смыкаемых поверхностей, применение азотирования не только спасает форму от растекания в стороны при шлепках, но и весьма ощутимо повышает ее ресурс.
Надеюсь, я, пусть и в своей дилетантской манере, смог пояснить механизмы ценообразования форм для литья пластиков под давлением. Хотя, став марксистом, мог бы сократить объяснения до одной строчки: все дело в монополии капиталиста на средства производства.
с Вами был Магистр Георгий, пишите о всех разах, когда барыга с китайской ЧПУшкой выставлял неадекватный ценник