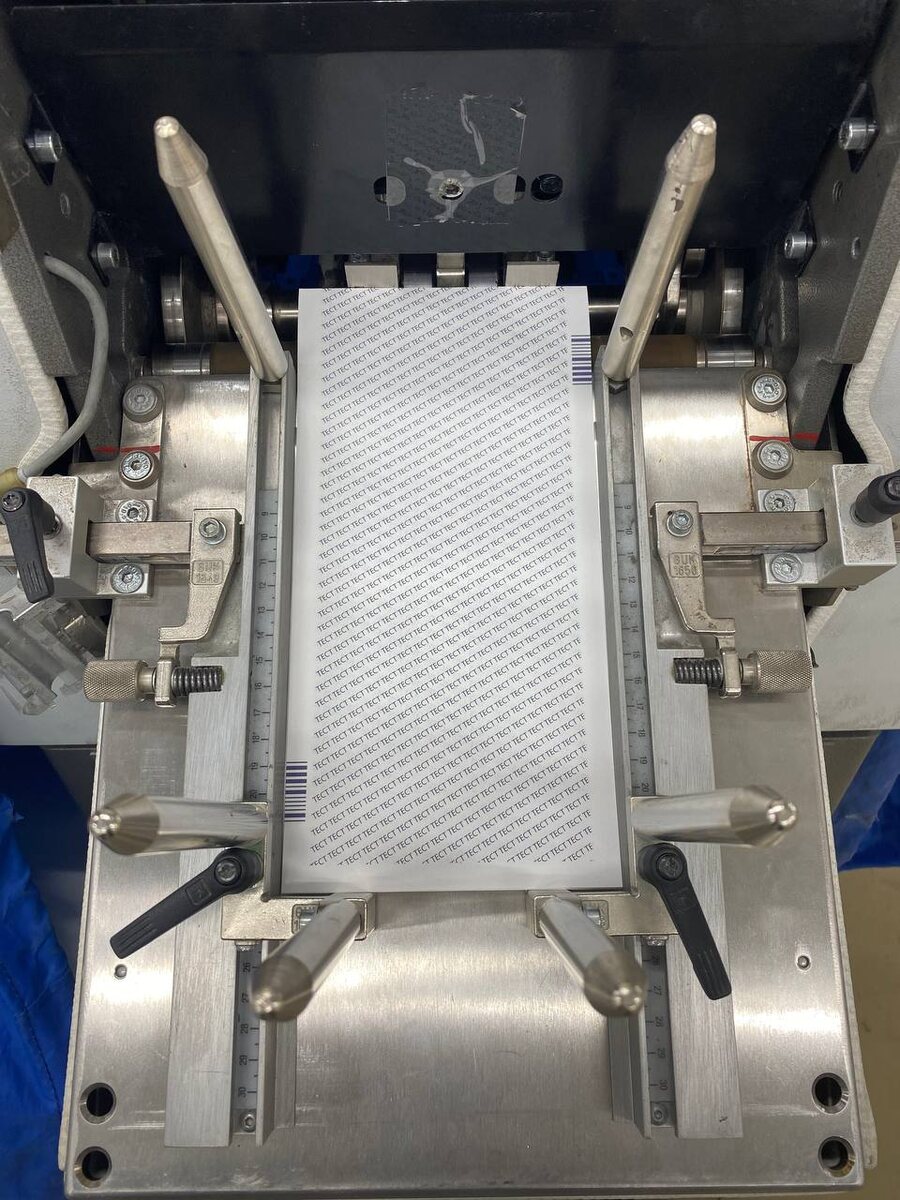
На фармацевтическом производстве бесперебойная работа фасовочного оборудования во многом зависит от качества материалов. Один из самых уязвимых элементов — лист-вкладыш (инструкция). Даже незначительные несоответствия могут привести простоям и затруднить диагностику неполадок на линии. Кажется, это мелочи, но именно они становятся причиной регулярных сбоев. Разбираем топ-5 проблем с инструкциями, которые стоит предусмотреть заранее.
1. Неверное направление долевых волокон
Этот параметр редко попадает в спецификацию, и типографии печатают инструкции так, как им удобно. Если долевая не в нужном направлении, то на линии листы теряют жесткость и гнутся, оборудование не справляется с захватом листов и забирает сразу несколько инструкций вместо одной. Как следствие — сбой, и оператору приходится каждый раз вмешиваться в процесс.
2. Расхождение листов по габаритам
Для упаковочной линии точность критична. Погрешность более 1 мм для инструкций с предфальцем может стать причиной застревания листов в механизме. Если размер, наоборот, меньше — отсутствия захвата. Обеспечить идеальную подгонку размеров — прямая обязанность полиграфии, которая поставляет листы-вкладыши.
3. Завальцованные кромки и «мохра» на срезах
Часто это связано с тем, что листы в типографии могут резать тупыми ножами, экономя на их замене. Вместо каждой смены, их могут менять один раз в сутки или даже реже. Такая халатность приводит к тому, что инструкции загибаются и мохрятся на линии, оборудование захватывает их некорректно, и машина останавливается.
4. Отсутствие климатической адаптации
Бумага, впитавшая влагу при транспортировке, деформируется при запуске в цеху. Если сразу начинать работу, листы начинают сворачиваться. Чтобы этого избежать, материалу нужно дать время на акклиматизацию. Используют для этого штык-гигрометр: разница температурно-влажностных показателей в цеху и стопе не должна превышать 10%.

5. Неправильная упаковка при транспортировке
Даже идеально напечатанные инструкции могут пострадать в пути.
Если листы упакованы в тонкий картон, стянуты лентой крест-накрест или не защищены термоплёнкой — они деформируются. Визуально стопа может быть ровной, но на линии каждый загнутый угол вызовет остановку. Решение — жёсткий картон, аккуратная фиксация лентами по краям и термоплёнка сверху.
Внимание к деталям — залог бесперебойной работы
Ошибки, связанные с инструкцией, можно исключить, если уделить достаточно внимания не только производственной части, но и формированию технических требований для типографии. Чёткое ТЗ и контроль на этапе печати — важные шаги к стабильности на линии. Даже самая современная техника не справится, если материалы некачественные.
Все эти тонкости и ещё десятки других нюансов — от оформления заданий до работы с поставщиками — разбирает руководитель Сервисной службы АО «ПРОМИС» Олег Самсонов в практическом курсе для наладчиков и операторов упаковочных линий.
У Олега Самсонова 25 лет опыта в производстве, 10 лет работы с упаковочными линиями и столько же — в обучении производственного персонала.
Посмотрите демоверсию курса и узнайте, какие скрытые детали влияют на результат каждый день.