В статье рассмотрен новый метод диффузионной пайки (TLP – transient liquid phase) с использованием пористых преформ из меди, а также пасты Cu-Sn.
Данные материалы с увеличенной площадью контакта материалов были использованы для сокращения длительности процесса диффузии, что является недостатком традиционных методов диффузионной пайки. После нанесения Cu-Sn на верхнюю и нижнюю части преформы из пористой меди для заполнения пастой пор в меди применяется монтаж кристалла при температуре 260 °C под давлением. Паяное соединение, состоящее только из медной матрицы и интерметаллических соединений Cu-Sn, формируется в течение 5 минут. При этом доля фазы Cu₃Sn в соединении увеличивается с увеличением времени монтажа. После 40 минут термокомпрессии соединение в основном состоит из медной матрицы и Cu₃Sn.
Введение
В последнее время, особенно в связи со стремительным ростом рынка электрического транспорта, увеличивается использование и спрос на силовые электронные компоненты. Это повышает интерес к развитию технологий изготовления и корпусирования чипов для высокомощных применений [1–3].
Силовые ЭК являются ключевыми компонентами при производстве электромобилей и значительно влияют на преобразование, управление и распределение энергии [4–5]. Кроме того, они являются элементами устройств для производства возобновляемой энергии, таких как ветровые турбины и фотоэлектрические компоненты. Поэтому спрос на силовые модули растет, и предлагаются различные методы повышения их надежности.
В частности, при производстве силовой электроники происходит активный переход на полупроводниковые материалы с широкой запрещенной зоной на основе SiC и GaN . По сравнению с традиционными кремниевыми ЭК, SiC/GaN-компоненты могут работать при более высоких температурах и напряжениях и обеспечивают работу на более высоких частотах [9–10]. Однако улучшение производительности при использовании широкозонных полупроводников сопровождается увеличением рабочей температуры силового модуля, что требует улучшения температурной надежности соединения кристалла с подложкой.
Припойные сплавы на основе свинца или олова, такие как SAC305, широко распространены в качестве материалов для монтажа кристаллов. Однако оловянный припой не может обеспечить надежность ЭК в условиях, когда рабочая температура превышает 200 °С, из-за его относительно низкой температуры плавления. Поэтому активно развиваются и применяются альтернативные методы создания паяного соединения для монтажа кристаллов. На текущий момент популярны эвтектическая AuSn пайка, Ag синтеринг, а также метод диффузионной пайки (TLP – transient liquid phase) [11–14].
Процесс AuSn пайки обычно использует эвтектический припой Au80Sn20 и имеет преимущество в том, что производится в целом так же, как и традиционный процесс пайки, и при этом обладает отличной тепло- и электропроводностью. Однако он дорог из-за высокого содержания золота в припойном материале.
Процесс монтажа кристаллов посредством синтеринга на Ag-пасту предполагает формирование паяного соединения между поверхностями подложки и кристалла с применением соответствующей температуры и высокого давления. Во время процесса спекания и монтажа атомы серебра диффундируют для уменьшения энергии поверхности, и таким образом формируется прочное соединение. Обычно используются микро- или наноразмерные порошки серебра, так как чем больше площадь поверхности материалов, тем выше скорость взаимодействия между атомами. Благодаря этой процедуре монтаж возможен даже при температурах значительно ниже температуры плавления серебра. Однако данный метод сложен из-за высокой окислительной способности материала, а также необходимости прилагать существенное давление на кристалл при спекании.
Метод диффузионной пайки состоит в размещении относительно легкоплавкого наполнителя, такого как Sn, In или оловянного припоя в виде преформ или напыленного слоя, между тугоплавкими металлами – поверхностями подложки и кристалла, такими как Cu или Ni. Данный метод монтажа кристаллов проходит выше температуры плавления наполнителя, и по итогам процесса формируется паяное соединение, состоящее из интерметаллидов, сформированных посредством межатомной диффузии [15–17].
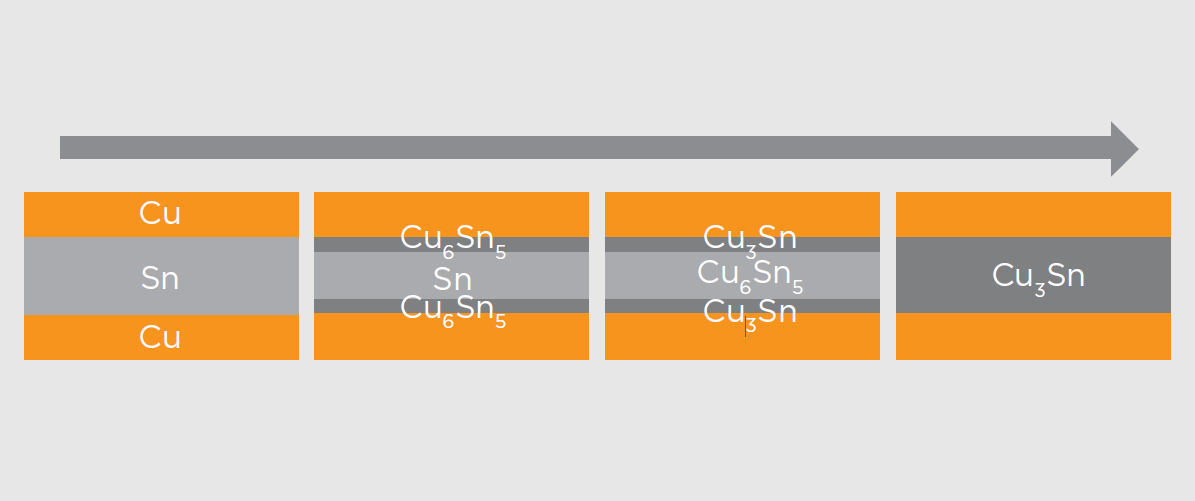
На рис.1 показан процесс формирования соединения Cu-Sn интерметаллидов. Обычно процесс монтажа проводится при температуре ниже 300 °C, но соединение, состоящее только из интерметаллидов, имеет более высокую температуру плавления. В случае системы Cu-Sn температуры плавления интерметаллических соединений Cu₆Sn₅ и Cu₃Sn составляют 415 °C и 676 °C соответственно [18].
Интерметаллиды формируются на границе раздела между материалами, и скорость формирования соединения замедляется в течение всего процесса монтажа. Поэтому требуется длительное время для формирования соединения, состоящего только из интерметаллидов.
Следовательно, необходимы различные исследования, цель которых – увеличение скорости формирования требуемых интерметаллических соединений. В частности, проводятся исследования по переходному жидкофазному спеканию (TLPS) с использованием порошков, что позволяет увеличить эффективную площадь взаимодействия материалов. Проводились эксперименты по приложению УЗ-колебаний к паяному соединению в процессе монтажа для стимуляции диффузии [19]. Помимо этого, проводятся различные исследования для улучшения надежности соединений путем применения таких материалов, как плёнки пористой меди (т.н. медная пена – copper foam), покрытой оловом.
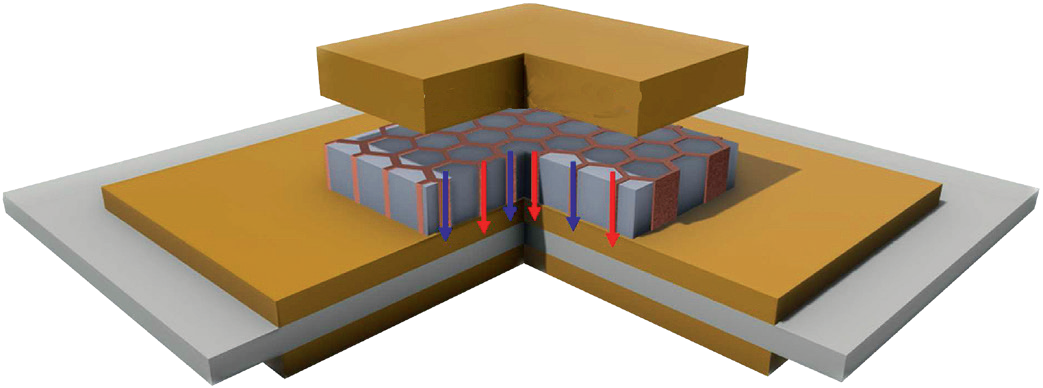
Исследователи [20] приняли решение выполнить соединение с использованием слоя пористой меди и пасты Cu-Sn для дальнейшего увеличения скорости формирования интерметаллидов на месте соединения кристалла и подложки. Copper foam является пористым материалом с виде сетки и очень большой площадью поверхности благодаря своей структуре, что обеспечивает высокую скорость реакции. На рис.2 показана схема соединения с размещенными слоями пористой меди.
Методы эксперимента
Материалы
Авторы исследования использовали преформу меди толщиной 80 мкм и пористостью 110 пор на дюйм (ppi). Паста Cu-Sn была изготовлена с использованием порошков Cu и Sn из сфероподобных частиц размером 7 мкм и 5–7 мкм соответственно. После смешивания порошков Cu и Sn в со- отношении 6:4 (% от массы), смешанные порошок и флюс (CVP-390, Alpha Assembly Solutions) были смешаны в соотношении 83:17 (% от массы) для изготовления пасты. Схема процесса изготовления пасты Cu-Sn показана на рис.3 .
Для процесса пайки использовались голая медная подложка (DBC) (10×10×1 мм) и медный спейсер (3×3×0,5 мм). Все медные поверхности были очищены с помощью ультразвуковой чистки в этаноле и высушены перед процессом монтажа.
Процесс диффузионной пайки
Для выполнения процесса (рис. 4) монтажа слой пористой меди был разрезан на квадраты 3×3 мм, такие же, как у спейсера. Затем были проведены ультразвуковая очистка и сушка материала. Для улучшения смачиваемости подложки и спейсера выполнили плазменную обработку. После этого паста была нанесена на обработанную плазмой подложку, сверху размещена по- ристая медь, и снова нанесена паста, чтобы заполнить все поры в структуре преформы. Далее был выполнен термокомпрессионный монтаж спейсера при 260 °C под усилием 3 кгс в течение 5, 10, 20 и 40 минут. После описанного процесса диффузионной пайки провели тест на термоциклирование для оценки долговременной надежности паяного соединения при высоких температурах. Тестирование проводилось при 240 °C до 1000 часов в атмосфере воздуха, и цикл повторялся каждые 250 часов.
Результаты
После процесса монтажа был проведен анализ микроструктуры поперечного сечения паяного соединения. На рис. 5 показаны поперечные изображения с использованием сканирующего электронного микроскопа соединений с разным временем термокомпрессии.
Поперечный анализ показал, что соединение, обрабатываемое в течение 5 минут, состояло из медной сетки и интерметаллидов Cu-Sn, и недиффундированное олово уже не наблюдалось. Благодаря пористой меди и медному порошку в пасте доля Cu в паяном соединении была высокой, что стимулировало быстрое формирование интерметаллидов. По мере увеличения времени термокомпрессии реакция формирования соединений Cu-Sn продолжалась. По истечении 10 и 20 минут доля Cu₆Sn₅
в соединении уменьшилась, тогда как доля более прочного Cu₃Sn увеличилась. Соединение, сформированное в течение 40 минут термокомпрессионной обработки, в основном состояло из медной сетки и Cu₃Sn с небольшим количеством оставшегося Cu₆Sn₅.
В случае более традиционной процедуры диффузионной пайки со структурой Cu/Sn/Cu (рис. 6) реакция формирования интерметаллических соединений происходила только на границе раздела между подложкой и преформой, поскольку атомы Cu проникают в соединение только с внешних поверхностей. Кроме того, поскольку интерметаллиды формируются на границе раздела, скорость диффузии между атомами постепенно уменьшается; поэтому требуется существенное количество времени (в зависимости от толщины преформы) для преобразования всего соединения в интерметаллическое. Однако в случае структуры паяного соединения, описанного выше, существует больше пространства, больше эффективной площади взаимодействия для формирования Cu-Sn соединений, что существенно ускоряет процесс образования сплошного контакта.
При всех вариантах времени монтажа интерметаллиды Cu-Sn равномерно распределялись по всему объёму соединения. На ранних стадиях реакции доля Cu₆Sn₅ относительно высока. Однако по мере увеличения времени диффузии доля Cu₆Sn₅ уменьшается, а доля Cu₃Sn увеличивается. Кроме того, избыточный в данном случае порошок Cu в составе пасты равномерно распределяется по объему.
После процесса монтажа исследователями был проведен механический тест на сдвиг для оценки прочности соединений. По мере увеличения времени обработки паяного соединения не было заметной разницы в прочности на сдвиг (>30 МПа). Однако на этапе примерно 40 минут, по мере продолжения реакции внутри соединения, Cu₆Sn₅ был почти полностью преобразован в интерметаллид Cu₃Sn, что несколько увеличило прочность на сдвиг до 40 МПа.
На рис.7 показаны поверхности излома соединений с разным временем монтажа. На (a), (c), (e) и (g) показаны нижняя поверхность излома, а на (b), (d), (f) и (h) – верхняя сторона. Сравнивая верхние и нижние стороны поверхности излома, можно заметить, что большинство трещин распространялись вблизи границы раздела. Не было значительной разницы в структуре поверхности излома, соответствующей результатам прочности на сдвиг; однако доля излома на границе раздела имела тенденцию к небольшому уменьшению по мере увеличения времени термокомпрессионной обработки.
Заключение
В представленном исследовании преформа пористой меди и паста Cu-Sn были использованы для сокращения времени процесса диффузионной пайки и улучшения надежности соединения. Количество зон формирования интерметаллидов при использовании данного метода становится значительно выше, что положительно влияет на скорость диффузии.
По мере увеличения времени термокомпрессионной обработки доля Cu₃Sn в соединении увеличивалась, тогда как доля Cu₆Sn₅ уменьшалась. После термокомпрессии в течение 40 минут соединение в основном состоит из слоя пористой меди и интерметаллида Cu₃Sn.
С использованием описанного метода было сформировано паяное соединение с высокой температурной надежностью и хорошими механическими свойствами. Данный метод по мере его развития и оптимизации может стать одним из основных при корпусировании силовых электронных компонентов и иных изделий, предъявляющих высокие требования к механической и температурной выносливости.
___________________________________________
Григорий Савушкин
Пресейл-инженер по вопросам микросборки и корпусирования
Март 2025
____________________________________________
Подписывайтесь на наш канал на Яндекс.Дзен
Вебсайт Остек-ЭК: решения по микросборке и корпусированию
#TLPS #CuSn #силовая_электроника #корпусирование #микросборка