На протяжении всей истории железнодорожного транспорта прослеживается тенденция к увеличению длины рельсов. Современный этап развития путевого хозяйства характеризуется все большим распространением прогрессивных ресурсосберегающих технологий ремонта и технического обслуживания железнодорожного пути, высокопроизводительных путевых машин, внедрением эффективных конструкций пути, к числу которых относится бесстыковой путь. Его протяженность на главных путях в настоящее время составляет более 80% от развернутой длины главных путей. На отечественных железных дорогах типовой является конструкция температурно-напряженного бесстыкового пути, которая реагирует как на динамические воздействия подвижного состава, так и на силы, возникающие в пути при изменениях температуры рельсов. Бесстыковой путь из рельсовых плетей является основной конструкцией верхнего строения пути высокоскоростных железнодорожных линий.
Технология укладки рельсовых плетей бесстыкового пути предусматривает их ввод в оптимальную температуру закрепления. Наиболее распространенным является способ принудительного ввода рельсовых плетей бесстыкового пути в оптимальную температуру закрепления с использованием гидравлических натяжных устройств или нагревательных установок, работающих на жидком или альтернативных видах топлива.
Зарубежный опыт укладки рельсовых плетей бесстыкового пути
В зарубежных странах (США, Канада, страны Западной Европы применяется комплекс RRS для смены рельсовых плетей с индукционным нагревом до оптимальной температуры закрепления и обслуживания скреплений.
Комплекс дает экономический эффект за счет высокой производительности, сокращения численности рабочего персонала, и совмещения технологических операций. Комплекс состоит из двух модулей. Модуля для смены рельсовых плетей (I) и модуля для нагрева и установки скреплений (II) (Рис. 1).
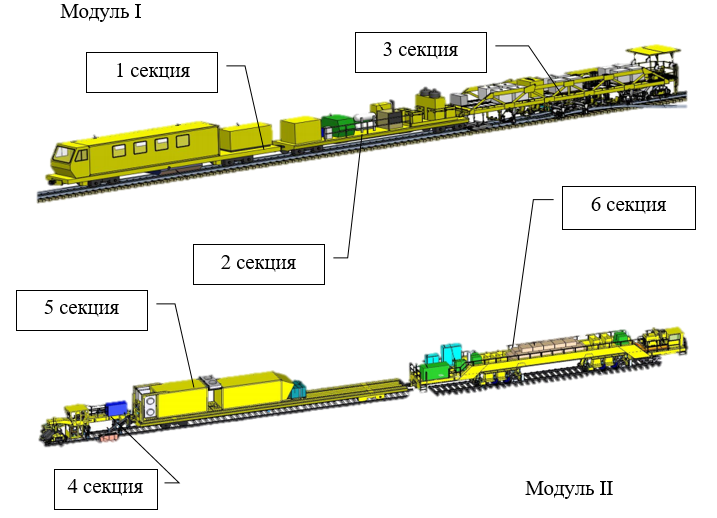
По технологическому процессу новые рельсовые плети выгружены внутри рельсовой колеи, скрепления переведены в монтажное положение. Модуль I переводит в монтажное положение оставшиеся в рабочем положении скрепления, затем вакуумная система собирает пластиковые элементы скреплений (боковые направляющие), роликовые захваты приподнимают и сдвигают старогодные рельсы на торцы шпал. Вручную собираются старые подкладки, автоматически очищается постель шпал и обрабатывается эпоксидным компаундом, затем устанавливаются новые подрельсовые подкладки. Роликовыми захватами приподнимаются и надвигаются новые рельсовые плети на штатные места под колесо машины.
Далее проходят машины малой механизации, которые собирают элементы старогодных скреплений и начинает работу модуль II, который вводит рельсовые плети в оптимальную температуру закрепления. Рабочие, находящиеся в сателлитах, устанавливают оставшиеся элементы скреплений и переводят скрепления в рабочее положение. После работы рельсоукладочного комплекса сваривают стыки рельсовых плетей, вывозят оставшийся мусор и старогодные плети. Номинальная производительность комплекса RRS составляет 660 м/ч.
В Австрии и ФРГ эксплуатируются путеремонтные поезда австрийской фирмы «Plasser & Theurer». Назначение поездов - непрерывная замена рельсов с деревянными и железобетонными шпалами, со всеми типами скреплений.
Комплекс состоит из основного рабочего агрегата, моторного вагона и нескольких платформ для перевозки старых и новых шпал. Он демонтирует старый путь со сварными рельсами длиной 120 м раздельным способом, убирает старые и раскладывает новые шпалы. Другой поезд ремонтирует путь поточным методом: одновременно снимает рельсовые плети и шпалы, укладывает новые шпалы и надвигает предварительно завезенные рельсовые плети длиной до 180 м. (Рис.2, 3).

Максимальная выработка такого поезда за 6-часовое «окно» составляет 2 670 м или 445 м/час.
Укладка рельсовых плетей бестыкового пути на российских железных дорогах
На российских железных дорогах плети из новых рельсов на перегоне свариваются между собой преимущественно электроконтактной сваркой с использованием передвижной рельсосварочной машины ПРСМ. Укладка плетей бесстыкового пути на участках ремонтно-путевых работ производится после постановки пути в проектное положение и стабилизации балластной призмы при оптимальной (расчетной) температуре их закрепления.
По типовому технологическому процессу замена инвентарных рельсов сварными плетями производится в «окно» или в режиме закрытого перегона с использованием крана УК-25/25, оборудованного специальным приспособлением: тележки или навесное оборудование.
В случаях необходимости укладки рельсовых плетей при температуре рельсов ниже оптимальной более чем на 5 °С, используются принудительные способы ввода плетей в оптимальную температуру закрепления с использованием гидравлических натяжных устройств (ГНУ) или нагревательных установок инженера Зубова «Змей Горыныч», работающих на жидком или других видах топлива, или при одновременном воздействии на путь гидравлического натяжного устройства и нагревательной установки.
При использовании «Змея Горыныча» нагрев рельсовых плетей производится открытым огнем. Используемые горелки не обеспечивают полного сгорания жидкого топлива (солярка), что приводит к загрязнению окружающей среды, а пламя от горелок оплавляет элементы промежуточных рельсовых скреплений, изготовленных из полимерных материалов, вследствие чего их повторное использование невозможно. Помимо этого, использование «Змея Горыныча» в летний период может привести к возгоранию порубочных остатков и мусора в полосе отвода. Также подвергаются опасности возгорания спецодежда обслуживающего персонала в местах розжига и регулировки горелок.
На графике (Рис. 4) показано «окно» по замене рельсовых плетей новыми на участке работ протяженностью 1600 м. Работа осуществляется с применением мотовоза МПТ, моторного гайковерта ПМГ, укладочного крана УК 25/9-18, тележек для перекладки рельсовых плетей.
Нагрев рельсовых плетей производится установкой инженера Зубова, перемещаемой моторной платформой МПД или мотовозом МПТ. Работа выполняется четырьмя машинистами.
Общая выработка составляет 256 м/ч или 6,144 км/сутки. Выработка на укладке рельсовых плетей составляет 400 м/ч или 9,6 км/сутки.
Конструкторские решения в комплексе КСП-700
Очевидно, что существующая технология укладки плетей бесстыкового пути при всей ее универсальности имеет ряд существенных недостатков – низкую производительность, высокую стоимость.
Основной задачей для коллектива наших конструкторов являлось решение накопившихся проблем, разработка многофункционального Универсального путевого комплекса для смены рельсовых плетей КСП-700, который бы заменил несколько машин, задействованных в технологической цепочке на укладке рельсовых плетей. Рассматривались различные варианты нагрева рельсовых плетей, в том числе с применением пара, с заменой жидкого топлива на газ, однако предпочтение было отдано индукционному нагреву.
Технические характеристики КСП-700 приведены в таблице 1.
В 2022 году АО «Тулажелдормаш им.А.В.Силкина» (входит в состав Группы ПТК) был выпущен опытный образец комплекса рельсоукладочного комплекса РУ-700 для смены рельсовых плетей с их вводом в оптимальную температуру закрепления, входящего в состав КСП-700 на базе путевых комплексов машин типа РУ-700, МС-700, РСМ-2000,
РУ-700 позволяет автоматизировать процесс укладки рельсовых плетей бесстыкового пути на рельсах типа Р-65, Р-71 и Р75 с промежуточными рельсовыми скреплениями типа ЖБР-65, ЖБР-65Ш, W-30, ПФК-350, КБ-65, АРС-4 (Рис.5).
В первое же «окно» на Северо-Кавказской железной дороге максимальная производительность РУ-700 № 001 составила 870 м/час, что на 25 % выше паспортной (700 м/час).
В 2023-2024 гг. комплексы РУ-700 №1, № 2 проходили опытную эксплуатацию на Северной и Западно-Сибирской железных дорогах. Производительность труда выросла в 2,7 раза с экономией «оконного» времени в 4 раза.
Новая машина для работы с промежуточными скреплениями МС-700, выпущена в опытную эксплуатацию в 2024 году. Предназначена для механизации работы с промежуточными скреплениями в процессе их перевода из рабочего в монтажное, а также из монтажного в рабочее положение.
В настоящее время в производстве Группы ПТК находится высокоэффективный комплекс двухсекционный рельсосварочный РСМ-2000, который позволит осуществлять сварку рельсовых плетей на рельсовозном составе при выгрузке в путь. Таким образом разработана линейка путевой техники, основанная на отечественной технологии укладки рельсовых плетей в сочетании с их сваркой и одновременным введением в расчетный температурный интервал закрепления.
Варианты применения комплекса КСП-700 на строительстве высокоскоростных линий
Технология укладки плетей сформирована с применением модернизированного рельсоукладочного комплекса РУ-700 с устройством комбинированного хода, обеспечивающего интегрированное использование на строительстве, капитальном ремонте и текущем содержании ВСЖМ-1. Применение РУ-700 позволит значительно сократить контингент монтеров пути на выполнении работ, а также использовать машину на текущем содержании пути на смене канта и разрядке температурных напряжений.
Процесс сварки плетей предусматривает использование универсальной всепогодной рельсосварочной машины РСМ-2000, оснащенной передовой системой автоматического контроля параметров сварки и корректировки режимов в реальном времени. Конструкционной особенностью РСМ-2000 является выдвижной капот, обеспечивающий безопасную и комфортную закрытую рабочую зону для круглогодичного использования машины, что особенно важно на текущем содержании пути при сварке стыков на местах временного восстановления пути и позволит обеспечить пропуск поездов, следующих по соседнему пути, без ограничения скорости. Все инновационные машины разрабатываются с учетом современных требований к технологической безопасности, энергоэффективности и интеграции в цифровую экосистему управления железнодорожной инфраструктурой.
На строительстве линий ВСЖМ-1 с применением КСП-700 возможно использовать различные технологии укладки рельсовых плетей.
1. Укладка рельсовых плетей с использованием инвентарных рельсов:
- доставка и укладка инвентарных рельсов;
- выгрузка рельсовых плетей с РС-800 со сваркой между собой выгружаемых плетей РСМ-2000 на составе;
- замена инвентарных рельсов на рельсовые плети с применением РУ-700 и двух машин МС-700 (Рис.7).
Контроль температуры рельсов осуществляется автоматически РУ-700 до и после нагрева на МС-700 перед закреплением промежуточных рельсовых скреплений. Нагрев рельсовых плетей осуществляется индукционной установкой, расположенной на РУ-700.
2. Укладка рельсовых плетей без инвентарных рельсов (КСП-700 сзади) (Рис. 8):
- доставка рельсовых плетей выполняется РС-800 к месту производства работ;
- рельсовые плети выгружаются с применением трактора на пневматическом ходу;
- укладка рельсовых плетей выполняется РУ-700 и МС-700;
- сварка рельсовых плетей между собой, уложенных на посадочные места безбалластного основания.
С целью эффективного использования РСМ-2000 разъединяется на секции и производит сварку рельсовых плетей каждой секцией отдельно.
Сварка рельсовых плетей осуществляется методом подтягивания привариваемой рельсовой плети в закрытом пространстве, что обеспечивает круглогодичную работу независимо от погодных условий.
3. Укладка рельсовых плетей без инвентарных рельсов (КСП-700 спереди) (Рис.(9):
- доставка рельсовых плетей РС-800 к месту производства работ;
- выгрузка рельсовых плетей с применением трактора на пневматическом ходу;
- укладка рельсовых плетей с применением РУ-700 и МС-700;
- сварка рельсовых плетей между собой, уложенных на посадочные места безбалластного основания.
Предлагаемая технология выгрузки и укладки рельсовых плетей имеет отличия от предыдущей за счет изменения схемы размещения путевой техники в технологической цепочке.
Сварка осуществляется в закрытом пространстве, что обеспечивает круглогодичную работу независимо от погодных условий.
Укладка рельсовых плетей при строительстве ВСЖМ-1 по предлагаемым технологиям позволит достичь выработки до 700 м/ч или до 16 км/сутки.
Использование КСП-700 также возможно на одиночной или сплошной смене рельсовых плетей на ремонте и эксплуатации участков высокоскоростной железнодорожной магистрали.
В перспективе на эксплуатируемых участках ВСЖМ-1 целесообразно использовать КСП-700 по технологии с использованием инвентарных рельсов. Данная технология предусматривает сокращение выхода металла при сварке рельсовых плетей, сокращение времени на одно место сварки за счет параллельности операций при их выполнении на составе, укладку и ввод рельсовых плетей в оптимальную температуру закрепления, недопущение накладочных стыковых соединений после завершения всех операций и возможности уборки старогодных рельсов на РС-800 без предоставления дополнительного «оконного» времени и дополнительного рельсовозного состава.
Готовность всей техники к работе на строительстве линий ВСЖМ-1 обеспечивается за счёт:
- отработанной на капитальном ремонте пути технологии смены рельсовых плетей РУ-700;
- возможности строительства линий ВСЖМ-1 как с применением, так и без применения инвентарных рельсов.
Вся техника, задействованная на строительстве линий ВСЖМ-1, также применима на капитальном ремонте и на текущем содержании высокоскоростных железнодорожных линий.