
Продолжаем рассказывать о выборе параметров лазерной резки на волоконных станках.
помимо мощности и скорости реза, в управляющей программе можно задать позицию фокуса и высоту сопла. Обсудим, что означают эти параметры, как их выбирать и почему это очень важно при работе с лазерным станком.
Подбор параметров — это творческий процесс, идеальное сочетание определяется на практике. Но для того, чтобы оператор станка мог начать тренировать интуицию, ему нужны ориентиры — стандартные сочетания, с которых стоит начинать.
О выборе сопла
Для выбора диаметра сопла рекомендуем сверяться с таблицами реза, которые предоставляют производители станков.
В артикулах сопел цифры обозначают диаметр сопла в миллиметрах, а буквенная маркировка соответствует типу сопла. Например, 1.5S — это одинарное сопло диаметром 1.5 мм.
Самые популярные сопла для азота и воздуха — одинарные (S), для кислорода — двойные (D). Также бывают сопла для высокоскоростной резки — SP и заостренные — E.
С увеличением толщины заготовки рекомендуемый диаметр сопла увеличивается.
Например:
- для нержавеющей стали толщиной 1 мм следует выбрать мощность 1 кВт, тип газа — воздух, сопло 1.5S,
- для нержавеющей стали толщиной 100 мм мощность можно поднять до 40 кВт (при наличии технической возможности), при этом выбрать газ воздух и сопло 10.0ECU.
Сопла с большим диаметром выходного отверстия (например, 10 мм) применяются для резки толстых металлов при высоких мощностях лазера, чтобы обеспечить достаточный поток газа и эффективное удаление продуктов резки. Такие сопла хуже защищают оптику от возможных загрязнений, при этом требуется повышенное давление газа и повышается его расход.
Нюансов много! Нужно учитывать такие факторы, как:
- химический состав сплава заготовки,
- вид технологического газа и его чистота,
- давление (учитывая падение в пневматической линии станка),
- параметры лазерного источника (частота, скважность, мощность),
- параметры лазерной головы (фокусное расстояние),
- скоростные характеристики резки.
Чтобы подборать сопла для станков ЛАССАРД, обращайтесь в наш сервисный центр!
А теперь вернемся к настройке позиции фокуса и высоты сопла.
Высота сопла
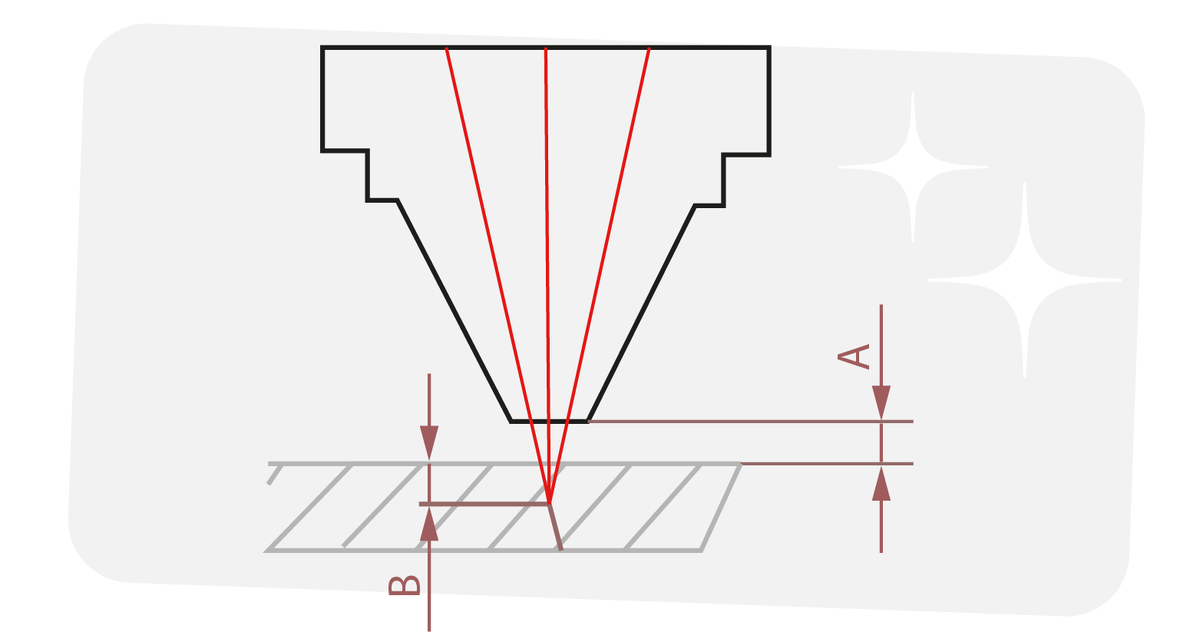
Высота сопла — это расстояние между соплом и верхней поверхностью обрабатываемого материала (обозначено буквой А на рисунке). Этот параметр задается на управляющей программе и поддерживается в процессе резки с помощью емкостного датчика.
Оптимальное расстояние обычно находится в диапазоне от 0.5-2 мм. Если сопло находится слишком далеко, струя вспомогательного газа успевает расшириться, что приводит к ухудшению качества резки. Если слишком близко — возникает опасность повреждения сопла.
Положение фокуса
Положение фокуса — это еще один параметр, от которого существенно зависит качество лазерной резки металла. Этот параметр также задается в управляющей программе. Положение фокуса отсчитывается от той же верхней поверхности (буква В на рисунке выше). Если луч фокусируется выше поверхности листа, то значение фокуса положительное. Если ниже — внутри обрабатываемого материала — то значение В отрицательное. Для изменения положения фокуса в оптической голове сдвигается фокусирующая линза.
Положение фокуса не следует путать с фокусным расстоянием и глубиной фокуса (см. рис. ниже). Эти два параметра не меняются при перемещении линзы.
Какое положение фокуса должно быть при лазерной резке?
Может применяться отрицательное, нулевое и положительное значение положения фокуса.
Нулевое значение
Применяется для тонких листов. С таким значением положения фокуса более гладкой получится верхняя часть кромки, а нижняя часть будет иметь бОльшую шероховатость.
Положительное значение
Применяется для резки углеродистой стали. Толщина реза будет больше, чем при нулевом значении фокуса.
Отрицательное значение
Применяется при резке нержавеющей стали и алюминиевых сплавов. Для резки толстых листовых материалов точку фокусировки листа заглубляют примерно на треть толщины листа. Для толстых заготовок особое значение имеет успешность врезки (пробивки). Это отдельная технология, о которой мы расскажем в будущих статьях отдельно, подписывайтесь на наш канал и следите за обновлениями.
Итоги: как правильно подобрать параметры
Для тонких металлов выбирайте нулевое положение фокуса и минимальную высоту сопла (0.5–1 мм) для высокой точности и чистоты реза. Если в вашем станке предусмотрена смена фокусирующих линз, то для тонких листов больше подойдет линза с коротким фокусным расстоянием.
Для толстых металлов поднимите сопло до 1.5–2 мм, чтобы обеспечить глубокий рез и эффективное удаление расплава.
Настраивайте положение фокуса с учетом материала и метода резки: положительный фокус для кислородной резки углеродистой стали, отрицательный — для нержавеющей стали.
Регулярно проверяйте соосность сопла и лазерного луча.
С правильной настройкой положения фокуса и высоты сопла вы добьетесь качественной лазерной резки металлов.
Лазерные технологии в ЛАССАРД
Если вы хотите увидеть лазерные технологии в действии, то приезжайте к нам в шоурум! Мы покажем, как лазерные технологии работают на практике в станках для резки, сварки, маркировки, очистки и упрочнения, а также в гибридном станке 3 в 1.
Наши контакты:
📱 Сайт
👥 ВК
📺 RUTUBE
🏭 Наше производство и шоурум: ОЭЗ «Технополис Москва», 109316, Россия, Москва, Волгоградский проспект, д. 42, корп. 5, пом. 1Н
📞 Наш телефон: +7 495 120 68 86
✉️ Наша почта: sales@lassard.ru