Когда инженеру становится скучно в выходные дни - он начинает страдать различной хренотой, но в перспективных целях надеется извлечь из этого полезные уроки и применить их потом на практике для решения прикладных задач! О как!
Получается, что хренота не такая уж и бесполезная...
Я давно занимаюсь 3D-моделированием и FDM 3D-печатью, в основном я работаю с пластиком PLA и меня постоянно терзают идеи, что деталь можно напечатать на 3D-принтере, залить в форму, а потом выплавить напечатанную пластиковую модель для получения литейной формы, после чего залить туда расплавленный алюминий и тем самым получить металлическую копию-отливку детали, ранее напечатанной на 3D-принтере.
Если деталь нужно выплавлять сравнительно точно, то не забудьте о коэффициенте усадки алюминия. Если делаете что-то декоративное, то на него можно смело "забить".
Коэффициент усадки алюминия при затвердевании составляет примерно 1–2% от первоначального объема. Точные значения зависят от состава сплава, температуры литья и условий охлаждения. Например, чистый алюминий имеет усадку около 1,8%, тогда как алюминиевые сплавы могут иметь усадку от 1,2% до 2,2%. Этот показатель важно учитывать при изготовлении литых изделий, поскольку влияет на качество готовых деталей и возможные дефекты, такие как пористость или трещины. В общем, для точной отливки 3D-модель нужно печатать в масштабе 102%, от желаемого результата, тогда все должно приблизительно сойтись!
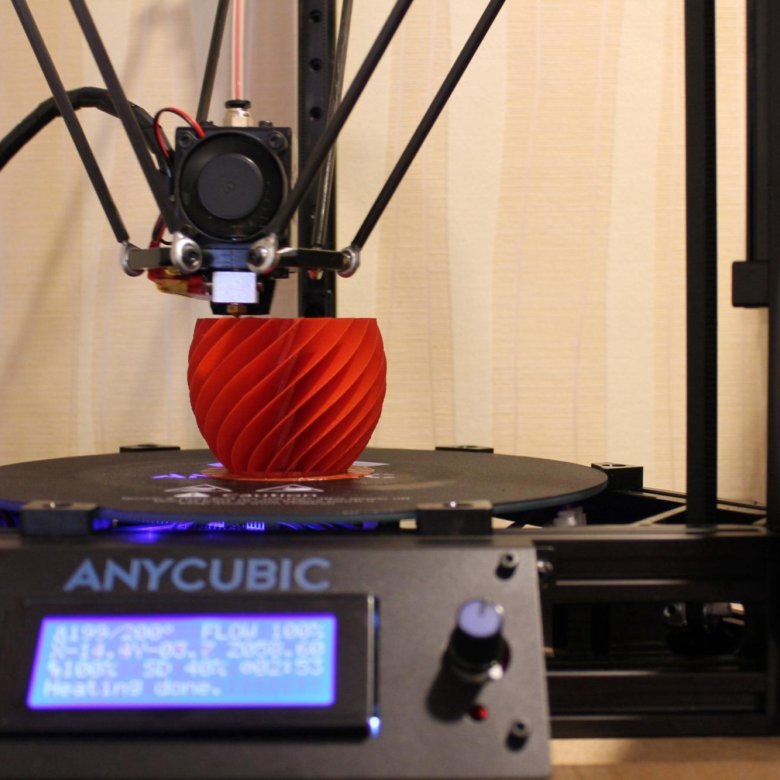
3D-принтер у меня есть (Anycubic Kossel Linear Plus), работаю на нем уже с десяток лет и напечатал просто немыслимое количество деталей начиная от миниатюрной сувенирной тематики и заканчивая фрезерным ЧПУ-станком с рабочим полем почти под метр.
Если в вопросах 3D-печати у меня многолетний опыт работы, то вот в вопросах литья я новичок. Мой опыт - это видеоролики, статьи и форумы различных специалистов этого дела, которые можно найти в сети.
Для плавки алюминия мне потребовалась муфельная печь. Выбор не простой, предложений в сети много. Я остановился на муфельной печи TERRA 1150, купив её на небезызвестном маркетплейсе.
Это не реклама! Я просто решил, что если у кого-то появятся вопросы по этой печи, то я смогу ответить на них. Не вижу смысла писать про какую-то абстрактную печь. А в целом, для плавки алюминия подойдет почти любая муфельная печь.

Я остановил свой выбор на этой печи по ряду причин:
- российское производство;
- множество положительных отзывов по качеству конструкции;
- печка сделана на основе программируемого терморегулятора REX-C100, который себя весьма неплохо зарекомендовал за долгие годы, и с которым я знаком как инженер.
Я просто решил для себя, что если с печкой что-то случится, то я без проблем смогу ее починить! А это весьма практично, учитывая ее стоимость.
Теперь, когда мы обзавелись необходимым оборудованием, самое время что-нибудь напечатать и отлить!
Этап 1. Печать детали на 3D-принтере.
Я долго подбирал подходящую деталь для отливки. С одной стороны хотелось найти что-то интересное, с другой стороны, чтобы это было не очень сложно. Первый раз все же буду лить... Опыта нет от слова совсем!
В итоге я решил напечатать КРОКОДИЛА!
Модель состоит из трех частей (голова, туловище, хвост), внешне они создают интересную композицию, а для литья детали не очень сложные. Снизу плоская поверхность, сверху не так уж и много различных элементов.
Мои соображения на этот счет - модель должна выплавиться сравнительно легко!
Вот так выглядит композиция из трех напечатанных элементов.
Если кому-то понравилась модель, то скачать ее вы можете по ссылке здесь.
Этап 2. Подготовка материалов для заливочной смеси.
Я много чего начитался в интернете, поэтому для себя решил, что мне нужно приобрести как минимум 3 компонента для изготовления заливочной смеси.
- Гипс.
- Кварцевый песок.
- Тальк.
Я только учусь, поэтому, возможно, мои рассуждения будут неточными или ошибочными (комментаторы меня обязательно поправят), но это мой путь, который я прошел и который рассказываю вам.
Ниже некоторые мои соображения.
1. Гипс. Гипс лучше всего разбавлять холодной водой. Так время схватывания значительно увеличивается, иначе вы рискуете не успеть полноценно залить форму. А ее нужно не только залить, но и протрясти, чтобы вышли пузырьки воздуха и чтобы заливочная смесь проникла во все уголки выплавляемой детали. Если произойдет схватывание смеси раньше времени - ничего не выйдет. Смесь только по поверхности ляжет на деталь, но детализации контура вы не получите. Придется переделывать, а расколупывать схватившийся гипс то еще удовольствие.
2. Кварцевый песок. Очень важный ингредиент! Во-первых, он нужен для того, чтобы сделать смесь более жаропрочной! Скорее всего гипс в чистом виде не выдержит расплавленного металла и лопнет. Я смешивал гипс и кварцевый песок в пропорции 1 к 1, но без сумасшествия - на глаз. Вот сколько гипса насыпал, приблизительно на глаз столько же и песка ))).
Хотя я не знаю, я не пробовал. Это только мои предположения, может быть можно лить и прямо в гипсовую смесь без песка...
Во-вторых, кварцевый песок используется, чтобы создать опоку (поместить литейную форму в некоторую емкость, предотвращающую быстрое остывание отливаемой детали и защищающую внешнее пространство от внештатных ситуаций).
Если что-то пойдет не так и литейная форма, например, лопнет и расплавленный металл начнет изливаться во все стороны, то кварцевый песок предотвратит этот процесс.
Кварцевый песок (формовочный кварцевый песок для литья марки 1к2о2025 по ГОСТу, высокой плотности) я купил здесь, остался очень доволен качеством - рекомендую.
3. Тальк.
Я просто купил детскую присыпку!
Фактически, детская присыпка - это тальк в чистом виде. Используется для двух основных назначений. Во-первых, немного (1-2 чайных ложки) можно добавить в смесь для заливки (к песку и гипсу).
Тальк придает (по информации с литейных форумов) большую пластичность смеси и вероятность появления различных трещин резко снижается!
Во-вторых, тальк используется как разделительный материал при формировании половинок литейной формы. Нужен для того, чтобы половинки не слиплись между собой и мы смогли их разъединить после затвердевания.
Этап 3. Изготовление литейной формы.
Для изготовления литейной формы нужно проявить фантазию и представить, как именно будет выплавляться деталь.
Другая деталь - другая форма и, возможно, технология.
Нужно изготовить форму, подходящую для заливки детали гипсовой смесью. При этом желательно, чтобы стенки вокруг детали были не менее 10 мм (для надежности). Детям в игровой форме было предложено изготовить "домик" для головы крокодила. ЛЕГО очень удобный инструмент - из него и была изготовлена первоначальная форма.
Устанавливаем деталь в форму и заливаем подготовленной смесью песка, гипса и талька. У меня получилось вот так.
Торопиться в этом творческом процессе не нужно. Ждем, когда все затвердеет, потом убираем бортики из ЛЕГО.
Я разобрал конструкцию на следующий день, дал смеси хорошо застыть.
После этого я обратно собрал каркас из ЛЕГО, сместил его вдоль корпуса основной формы на несколько сантиметров. В корпусе сделал 4 небольших направляющих отверстия сверлом диаметром около 10 мм. Посыпал площадку с деталью тальком и снова залил каркас смесью.
Вторая заливочная часть - это дополнительная часть литейной формы, фактически выполняющая роль крышки. Поскольку у всех деталей крокодила опорная часть плоская, то и дополнительная часть литейной формы - это не что иное как прямоугольная крышка. После затвердевания второй части литейной формы (крышки), нужно аккуратно разделить детали и убедиться, что все получилось без трещин и сколов и подлежит к последующим операциям (выплавлению пластика и отжигу).
Этап 4. Выплавление пластика и отжиг литейной формы.
Вот тут начинается самое интересное!
Самая сложная часть задачи - выплавить пластик PLA из основной части литейной формы. Пластик PLA становится текучим при температуре приблизительно 180-220 °С.
Я поместил литейную форму в муфельную печь таким образом, чтобы пластик мог стекать вниз. Снизу разместил поддон, чтобы можно было пластик собрать.
Возможно, это моя ошибка и нужно было сделать в точности наоборот!
Итак, что получилось?
Я постепенно поднимал температуру, пластик капал на поддон и вытекал, как и было задумано! Но, в какой-то момент я увидел, что показания температуры муфельной печи резко пошли вверх. Датчик температуры внутри печи начал показывать резкое увеличение температуры! PLA загорелся!, хотя температура в печи была не более 250 °С.
Возможно, это связано с тем, что вблизи нагревательной спирали температура выше, плюс, я периодически открывал дверцу печи, чтобы посмотреть, что происходит внутри. Свежий воздух в печи мог спровоцировать горение!
В общем, в конечном итоге пластик я выжег! Он весь сгорел и превратился в пепел. Но резкое непредвиденное повышение температуры привело к тому, что основная часть литейной формы местами растрескалась! Печально, но не смертельно.
Я не стал из-за этого останавливаться и переделывать. Решил, что пусть расплавленный металл затечет в образовавшиеся трещины. В крайнем случае, я сточу облой обычной шлифовкой.
Ниже еще одно фото основной части литейной формы с другого ракурса.
Видны трещины, видны отверстия, необходимые для совмещения со второй частью (крышкой). Местами видна даже структура печати 3D-принтера (волнистые линии).
Я не пробовал, но, возможно, PLA-пластик нужно было выжигать наоборот!
Можно было разместить форму пластиком вверх, чтобы он выгорал и выжигался постепенно. Если бы даже он загорелся, то горение было бы сверху, а не снизу и не подогревало бы огнем литейную форму, а горело бы на поверхности.
В данный момент это мои домыслы. Это еще предстоит проверить при новых экспериментах.
Вторым этапом нужно отжечь вторую часть литейной формы!
Прежде, чем приступать к отжигу, я сделал желоб-канал по которому потечет расплавленный металл при заливке. В этом нет ничего сложного, просто берете нож или любой скребок и ковыряете канавку для движения расплавленного металла.
А зачем ее отжигать, если в ней нет пластика, спросите вы?
Пластика в ней нет, а вот влаги в ней много!!! Если без отжига залить раскаленный металл во влажную литейную форму - будет катастрофа!
Во-первых, форма вероятнее всего лопнет, так как влага начнет интенсивно испаряться, что приведет к выделению пара и резкому расширению.
Во-вторых, резкое выделение пара может привести к тому, что расплавленный металл начнет разбрызгиваться и попадет на кожу или глаза!
Соблюдайте технику безопасности! Используйте защиту рук и глаз!
Литейная форма после заливки кажется сухой, но это не так! Когда вы поместите ее в муфельную печь и включите плавный нагрев - вы увидите, что из печки выходит пар! Влага выходит из формы и выпаривается. Я держал форму в печке в течение нескольких часов постепенно повышая температуру (приблизительно на 50 градусов каждые 30 минут и так до 500 °С). После я выключил печку и дал детали медленно остыть. Вторая часть литейной формы трещин не имеет и отлично прошла процедуру отжига.
Этап 5. Сборка литейной формы и выплавление детали.
Обе части литейной формы я совместил между собой, стянул проволокой для надежности, продул сжатым воздухом внутреннюю полость, чтобы там не оказалось какого-то мусора, который потом вплавится в металл. Литейную форму я разместил в металлической емкости, которую засыпал кварцевым песком. Даже если что-то пойдет не так, то кварцевый песок сделает свое дело, сдержит расплавленный металл и не передаст его жар на окружающее пространство.
Вот так выглядит подготовленная форма перед заливкой.
Разобрав неимоверное количество компьютерных БП у меня в мастерской накопилось такое же количество алюминиевых радиаторов причудливой формы и размеров. За долгое время они так и не нашли практического применения, поэтому смело пошли на переплавку!
Температура плавления алюминия составляет приблизительно 660 °С.
В моем случае алюминий как-то вяло плавился при этой температуре. Я установил в печке 800 °С и очень быстро получил текучий металл, который, возможно, был немного перегретым, но зато имел запас на остывание и сохранение текучести.
Расплавленный металл заливаем в форму соблюдая правила техники безопасности!
Не забывайте, что в ваших руках жидкий металл при температуре 800 °С!!!
Теперь остается только одно - ждать!!! Терпеливо ждать! Заготовка остывает долго. Я забыл про нее до следующего дня...
Этап 6. Раскрываем литейную форму!
Самый волнительный момент! Достаем литейную форму, снимаем фиксирующую проволоку, раскрываем части литейной формы и радуемся полученному результату!
Отпилив литник и немного сняв облой напильником, я получил вот такой результат.
На фотографии видно вторую часть литейной формы с литником и выпуклостями для соосного совмещения с основной формой. Кстати, форма не повредилась и осталась целой после разборки, а вот основная форма пострадала, но она и изначально была вся в трещинах.
Для первого раза получилось очень неплохо! Я вполне доволен проведенными работами! Остальные части крокодила будут отлиты по образу и подобию с учетом полученного опыта и выявленных особенностей процесса.
На этом, пожалуй, все... Технология выплавления PLA вполне себе рабочая, а значит можно печатать что-то нужное и более существенное и делать металлические копии-отливки, если действительно существует такая необходимость.