FAW Die Manufacturing: передовая технология производства штампов для «лицевой» панели двери в открытом доступе (!) — вторая часть. О статье «Исследование рабочих поверхностей и конструкции штампов вытяжки для наружной панели двери».
1) Китайцы начинают с основы — экономики. Для дешёвых и средних по стоимости моделей они рекомендуют делать сдвоенные штампы (левая-правая панели дверей) с учётом экономии стоимости штампов для массового производства, для дорогих мелкосерийных моделей — одиночные штампы для каждой стороны ввиду удобства обслуживания и снижения процента брака при низкой производительности, а также небольшого влияния стоимости оснастки на себестоимость модели;
2) При моделировании процесса китайцы применяют интегральный подход: помимо привычного при симуляциях анализа формообразования, осуществимости вытяжки, снижения уровня гофр, требуемой компенсации формы для достижения соответствующей геометрии детали и устранения дефектов внешнего вида, по специальным алгоритмам анализируется жёсткость конструкции штампа и влияние ее на геометрию детали; то есть учитывается, что штамп не является абсолютно жёстким телом, и его микропрогибы также компенсируются для снижения времени доводки штампа и улучшения качества детали. Но, словно бы этого было мало, при компьютерном моделировании детально учитываются и характеристики конкретного прессового оборудования вроде распределения усилий ползуна относительно болстера, и распределения усилий конкретной маркетной подушки на данный штамп — в этом китайцы едины со шведами из Volvo. Таким образом, на выходе с фазы «девелопмента» получается максимально целостное виртуальное моделирование на самой реальной основе.
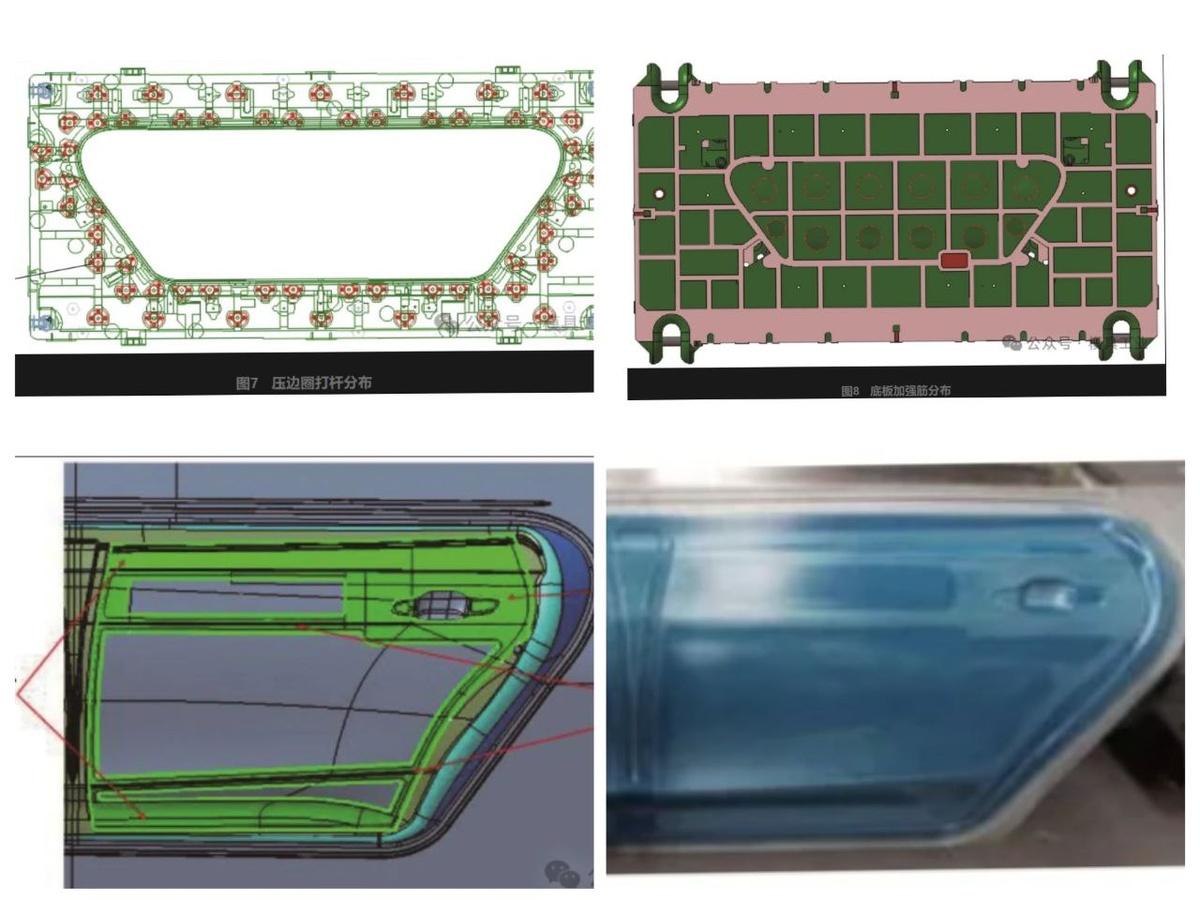
3) Отдельным пунктом отмечена обязательная оптимизация конструкции литья для снижения массы при сохранении жёсткости — с учётом конкретного прижимного кольца и конкретной геометрии перехода с вытяжки: расположение рёбер жёсткости, распределение отверстий в литье для экономии массы в основании штампа и прижима.
4) Детально спроектированные карты споттинга: заложенные при чистовой механической обработке припуски и высвобождения (японская технология «цуёме ате»), позволяющие систематизировать стратегию споттинга, причём как пуансона с матрицей, так и прижима (как я и ожидал, стратегия работы прижима у FAW максимально рациональна — не как у Mercedes).
Всё вышеописанное позволяет получить реальные и ощутимые результаты после доводки рабочих поверхностей штампов: уровень споттинга прижима более 90%, пуансона и матрицы — 80% (целевые показатели для FAW), отсутствие неприемлемых дефектов, согласованный уровень геометрии детали. Тот случай, когда комментарии с моей стороны излишни. #benchmarking #faw #немного_матчасти #аналитика #переводы
Поддержать канал:
5469550046228679