Калибровка 3D-принтера - процесс изменения встроенного программного обеспечения 3D-принтера для повышения точности шагового двигателя - сложная, но очень необходимая задача для владельцев 3D-принтеров. В конце концов, печатающая головка 3D-принтера может быть такой же точной, как и ее каретка, которая управляется этими шаговыми двигателями.
#
3DMART студия - услуги 3D печати, изготовление запчастей, заказ образцов, 3D моделирование, разработка корпусов РЭА, 3D формы, технологическая оснастка и приспособления, авто и мото запчасти.
#
Некалиброванный 3D-принтер может эффективно печатать миниатюрные статуэтки или настольные игрушки, но если он не откалиброван должным образом, он может оказаться неспособным печатать механические детали или шарнирные модели, которые так полюбились в сообществе 3D-принтеров.
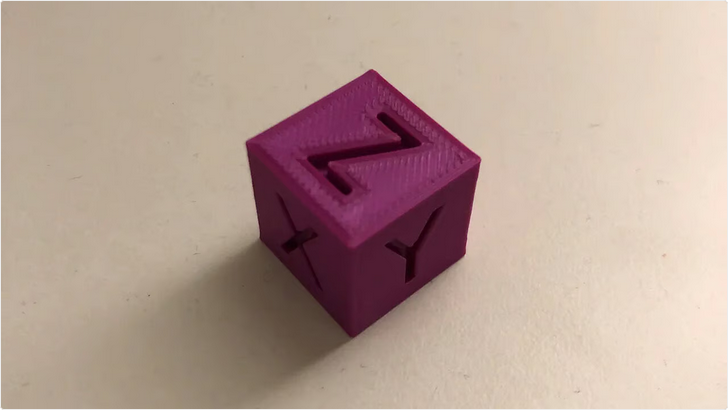
Существует множество способов откалибровать 3D-принтер, но хорошо зарекомендовавший себя метод устранения неполадок с точностью работы 3D-принтера заключается в использовании калибровочного куба. Потратив 20-30 минут на печать калибровочного кубика и проверку его допусков, вы сможете избежать потери времени и филамента – минутоа профилактических мер может (в буквальном смысле) стоить килограмма филамента!
Когда ее использовать

В некоторых случаях рекомендуется распечатать калибровочный куб:
У вас новый принтер, который еще не был откалиброван, или вы планируете использовать принтер, который некоторое время простаивал без дела.
Вы внесли изменения в принтер, например, заменили ремни, двигатели или полностью переделали раму.
Вы заметили, что размер отпечатков в одном или нескольких направлениях отличается от того, который указан на цифровых моделях.
Вы печатаете модель, для которой требуются жесткие допуски – 0,15 мм или меньше.
Благодаря специальным измерениям длины, ширины и высоты калибровочные кубики показывают точность перемещения принтера, в первую очередь, по осям X и Y. Они не позволяют на 100% точно откалибровать ось Z, поскольку плоскостность печатной пластины также влияет на эту ось.
Помимо точности размеров, калибровочные кубики покажут, испытывает ли ваш 3D-принтер обычные проблемы с 3D-печатью, такие как "слоновья нога", выравнивание слоя или проблемы с выдавливанием. Ниже мы покажем вам, как откалибровать шаговые двигатели, приводящие в движение оси вашего принтера, с помощью калибровочного куба, но для решения этих других проблем вам также следует подумать о калибровке множителя выдавливания и электронных шагов.
Печать
Здесь важно помнить о нескольких вещах. Во-первых, очень важно, чтобы монтажная панель 3D-принтера была правильно выровнена. Это гарантирует, что калибровочный куб сможет лучше продемонстрировать точность 3D-принтера по оси Z.
Во-вторых, если вы выбрали калибровочный куб, на стенках которого есть метки для осей X, Y и Z, убедитесь, что в программе нарезки стенки параллельны оси, которую она должна измерять.
Некоторые калибровочные кубы будут автоматически импортированы в правильном направлении. Вы всегда можете проверить, правильно ли ориентирован куб в вашем слайсере, поскольку большинство слайсеров имеют красную стрелку, указывающую направление оси X, зеленую стрелку, указывающую направление оси Y, и синюю стрелку, указывающую направление оси Z.
Не забудьте также использовать настройки слайсера, которые вы собираетесь использовать после калибровки 3D-принтера. Как только все будет настроено, распечатайте калибровочный куб.
После того как куб будет напечатан, обязательно проверьте, какая сторона какой оси соответствует. Если вы не знаете, какая ось в каком направлении обращена к вашему 3D-принтеру, и используете панель управления принтера, вы можете проверить это, вручную переместив ось X и наблюдая за тем, в каком направлении движется экструдер. Это направление и есть ось X вашего 3D-принтера.
Измерение
После того как калибровочный куб будет распечатан, аккуратно снимите его с печатной формы. Затем с помощью цифрового штангенциркуля измерьте все три стороны калибровочного куба – линейка может оказаться слишком неточной для такой точной калибровки. Наконец, запишите эти измерения, а также соответствующую ось для каждого измерения.
Например, если штангенциркуль показывает, что длина стороны с надписью "X" составляет 20,25 миллиметра, запишите (письменно или в приложении для электронных заметок), что ось X куба имеет длину 20,25 миллиметра. Проделайте то же самое для двух других осей.
Интерпретация результатов измерений калибровочного куба
В слайсере выбранный вами калибровочный куб будет иметь заданные длину, ширину и высоту (соответствующие осям X, Y и Z). Эти значения обычно включаются в описания отдельных калибровочных кубов, которые вы можете выбрать, но это не всегда так. Если нет, то слайсеры для 3D-печати, такие как Repetier, позволяют пользователям просматривать и изменять эти значения, нажимая клавишу “S” на клавиатуре компьютера или кнопку "Масштаб" в меню редактирования объекта при выборе калибровочного куба.
Получив эти три теоретических значения, сравните их с измерениями калибровочного куба, который вы распечатали. Если они совпадают почти в точности (обычно в пределах 0,025 мм), ваш 3D-принтер откалиброван идеально! Единственное, что вы можете сделать, чтобы повысить точность вашего 3D-принтера, - это перейти на нить филамнта с более жестким допуском.
Иногда одно или несколько измерений не совпадают. Например, вы можете получить фактическое значение 19,9 мм для стороны, которая должна составлять 20 мм. Это может быть более экстремальным: вы получите фактическое значение 24,4 мм. Если вы находитесь в такой ситуации, то калибровочный куб продемонстрировал, что 3D-принтер необходимо откалибровать с помощью математических расчетов и редактирования G-кода.
Калибровка вашего 3D-принтера
G-code - это язык программирования для 3D-принтеров
Чтобы откалибровать ваш 3D-принтер, вам нужно будет использовать серию команд с G-кодом, чтобы изменить количество шагов, которые будут совершать шаговые двигатели вашего 3D-принтера при каждом пройденном миллиметре. Это простой процесс, но он может быть немного утомительным, поэтому обязательно перепроверяйте каждый шаг, чтобы не перепутать цифры и команды.
Подключите компьютер к 3D-принтеру с помощью кабеля для принтера или другим способом.
Откройте Repetitier или другое устройство для 3D-печати, которое позволяет отправлять G-код непосредственно на 3D-принтер.
Подключите 3D-принтер к устройству для 3D-печати. Если вы используете Repetitier, нажмите на большую кнопку “Подключить” в левом верхнем углу программы. Затем перейдите к ручному вводу G-кода на Repetitier, это находится на вкладке “Ручное управление”.
Введите команду M92, затем нажмите “Отправить”. Должно быть указано количество шагов на миллиметр для каждой оси. Это количество небольших постепенных перемещений, которые шаговый двигатель совершит, чтобы переместить экструдер на расстояние в один миллиметр. Запомните или запишите количество шагов на миллиметр для каждой оси.
Для каждой оси разделите теоретическую длину калибровочного куба для этой оси (цифровую длину калибровочного куба) на фактическую длину калибровочного куба на той же оси (которая определяется с помощью штангенциркуля).
Например, если бы 20-миллиметровый калибровочный куб имел фактическое измерение по оси X, равное 21 мм, это соотношение составило бы 20/21, или 0,9523. Запишите это соотношение для каждой оси.
Убедитесь, что цифры указаны правильно!
Для каждой оси умножьте отношение теоретической длины к фактической на количество шагов на миллиметр, которое было получено с помощью команды M92 G-code.
Итак, если команда M92 вернула значение “x78.5” (это означает, что количество шагов на миллиметр по оси X равно 78,5), а отношение теоретического к фактическому равно 0,9523, то новые шаги на миллиметр составят 0,9523 * 78,5.
Более сжатый вариант этой формулы заключается в том, что для каждой оси новые шаги/мм = старые шаги/мм * (теоретическая длина/фактическая длина).
Рассчитайте новое значение шагов/мм для всех трех осей.
Убедитесь, что ваши цифры верны. Интуитивно понятный способ проверить это заключается в том, что если фактическая длина куба по определенной оси была слишком мала, новое значение шагов/мм должно быть больше предыдущего, и наоборот.
Снова введите M92 в командной строке. Прежде чем нажать "Отправить", добавьте буквы каждой оси, за которыми следует новое значение шага/мм, которое вы рассчитали.
Например, если бы все новые значения шага были равны 100, команда выглядела бы как M92 x100 y100 z100.
Нажмите “Отправить” или клавишу Enter. Если вы поймете, что допустили ошибку в расчетах, ничего страшного! Команду M92 можно вводить снова и снова, хотя при каждом использовании команды введенные вами новые значения будут постоянно сохраняться в качестве новых шагов/мм для 3D-принтера. Просто убедитесь, что при последнем вводе команды цифры были правильными, поскольку эти цифры не будут сброшены после выключения питания 3D-принтера; они записываются в память принтера до тех пор, пока не будет отправлена другая команда M92.
Как только эти шаги будут выполнены, 3D-принтер должен быть откалиброван, и он должен печатать точно во всех трех измерениях.
Дальнейшее устранение неполадок
Выступ в нижней части этого калибровочного куба называется "слоновья нога"
Хотя калибровочные кубики чаще всего используются для калибровки точности размеров вашего принтера, они могут выявить и другие проблемы, которые можно устранить с помощью различных методов.
На калибровочном кубе может быть изображена нога слона, у которой нижние края объекта искривлены. Если это так, то ногу слона можно исправить, используя несколько различных проверенных способов избавления от ноги слона. На кубе также могут появляться ореолы, которые наиболее заметны на волнистых поверхностях, когда они должны быть прямыми. Эту проблему также можно устранить несколькими простыми шагами, и общее качество печати на вашем 3D-принтере значительно повысится.
Надеемся, что эта статья продемонстрировала полезность калибровочных кубиков, а также доказала, что они могут быть неотъемлемой частью процесса калибровки производителя. Однако сам по себе калибровочный кубик является лишь частью процесса калибровки.
GJ:FKEQCNF ПОСТAВЬ ЛAЙК И ПОДПИШИCЬ, ЕCЛИ ТEБЕ ИНТEPEСНА ТEМА 3D ПЕЧАТИ!
еще интересные статьи по теме:
Рельефы Bambu Lab теперь стали лучше, они больше не являются "экспериментальной" функцией
Слайсер Orca: Режим "ваза" – простое обьяснение
Creality представляет Hi Combo: высокоскоростной 3D-принтер с автоматической сменой нити
Шов по оси Z (Cura): Как его скрыть
Устранение неполадок при 3D-печати: Все проблемы и решения Часть I