Проблемы 3D печати и возможные решения

3D печать — это удивительная технология, которая с каждым днем находит все большее применение в различных областях. Однако, как и любая другая технология, она сталкивается с рядом проблем, которые могут осложнить процесс печати. В этом посте мы рассмотрим распространенные проблемы 3D печати и предложим возможные решения для их преодоления.
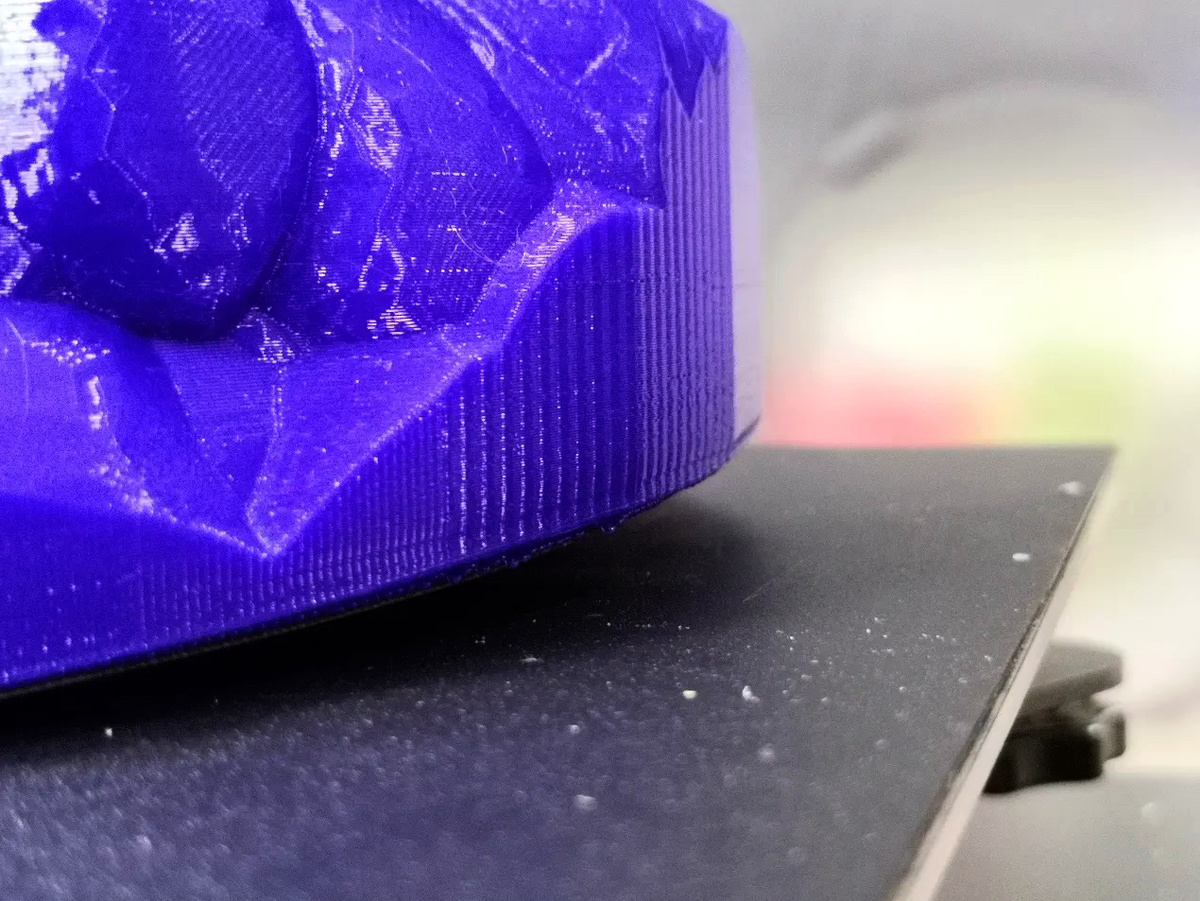
1. Печать не прилипает к столу
Одна из самых распространенных проблем, с которой сталкиваются новички и опытные пользователи 3D-принтеров — это плохая адгезия модели к столу. Если объект не прилипает к платформе, это может привести к его смещению и итоговому браку изделия.
Решения:
- Используйте специальные адгезивные средства, такие как клеевые sticks, лак для волос или специальные спреи.
- Убедитесь, что платформа правильно откалибрована и находится на нужной высоте.
- Проверьте температуру стола: для PLA она должна составлять около 50-60°C, для PETG 60-70°C, для ABS — 90-110°C.
2. Заблокировано сопло
Заблокированное сопло — еще одна частая проблема, которая может возникнуть во время 3D-печати. Это может привести к недостаточной экструзии или полной остановке печати.
Решения:
- Прогрейте сопло до рабочей температуры (180-220°C) и при помощи специальной иглы очистите сопло.
- Если после прочистки сопла при помощи иглы не принесло должного результата, тогда нужно открутить сопло (температура должна оставаться 180-220°C), пропихнуть пруток вручную ниже открученного сопла и обрезать кусок деформированного прутка (который образовал пробку).
- Также убедитесь, что температура нагрева сопла установлена корректно. Иногда слишком высокая температура может вызвать термическое разложение филамента, а слишком низкая к образованию пробки.
3. Печатающая головка не попадает в кровать
Когда печатающая головка не касается стола, возникает вопрос, почему это происходит. Обычно это связано с неправильной настройкой платформы (калибровкой) или ошибками в программном обеспечении (слайсере).
Решения:
- Проверьте уровень кровати, чтобы убедиться, что она горизонтальна и правильно отрегулирована по краям.
- Убедиться, что калибровка стола произведена корректно (нагреть стол и сопло, опустить сопло до уровня стола, винтами отрегулировали уровень стола так, чтобы сопло слегка прижало лист бумаги, повторили по всем углам стола).
4. Треснутая модель
Трещины в модели могут возникать по нескольким причинам, включая деформацию при охлаждении или низкое качество филамента.
Решения:
- Убедитесь, что температура экструзии и стола оптимальна для выбранного материала.
- Используйте более высококачественные филаменты и следите за их условиями хранения.
- Рассмотрите возможность использования камеры для печати с контролем температуры (некоторые филаменты боятся сквозняка и резкой смены температуры).
5. Печать приливает слишком сильно
Это может говорить о том, что принтер пытается экструзировать слишком много материала, или о том, что сопло слишком близко к поверхности печати.
Решения:
- Проверьте настройки экструзии в программном обеспечении и уменьшите скорость печати при необходимости.
- Убедитесь, что сопло не слишком близко к платформе (проверить калибровку стола).
6. Деформация изделия
Деформация при печати часто происходит из-за резкого изменения температуры или неправильной настройки печати.
Решения:
- Настройте печать на использование более медленного охлаждения в начале процесса.
- Убедитесь, что разница температура печати и комнатной температурой невелика (лечится сборкой бокса для 3д принтера).
7. Избыточная экструзия
Избыточная экструзия может привести к тому, что ваши модели будут выглядеть неаккуратно и чрезмерно широкими.
Решения:
- Проверьте настройки филамента и убедитесь, что коэффициент экструзии установлен правильно.
- Минимизируйте скорость печати и используйте настройки оверсатурации (он же ретракт - это процесс обратного втягивания нити в сопло 3D принтера, перед началом перемещения экструдера между печатными поверхностями) для достижения оптимальных результатов.
8. Поддержки развалились
Если поддержка разваливается во время печати, это может стать настоящей головной болью, так как модель может быть испорчена (необходимая функция при печати сложных деталей).
Решения:
- Увеличьте плотность поддержек в slicer-программе, а также уменьшите угол нависания поддержек.
- Убедитесь, что вы выбрали правильный тип поддержки для вашего изделия. Например шаблон поддержек - зигзаги или линии будут легко удаляются, но они не будут являются жесткими. Такие поддержки как - сетки и треугольники будут сильнее прилипать к изделию, но их труднее убрать. Обязательно пользуйтесь такой структурой поддержек как - "дерево", это сэкономит филамент, а также позволит на много легче отодрать поддержку от изделия, нежели будет выбрана структура - "нормаль".
В заключение
3D-печать — это удивительная технология, но, как и любая другая инновация, она может сталкиваться с трудностями. Понимание распространенных проблем и возможных решений может значительно улучшить качество печати и упростить процесс. Не забывайте, что опыт — лучший учитель, и с со временем вы наверняка будете лучше справляться с этими трудностями. Удачи в ваших 3D-приключениях!