Станок волоконно-лазерной резки — это современное оборудование для раскроя листового металла, которое обладает значительными преимуществами по сравнению с такими машинами, как координатно-пробивные прессы, станки плазменной резки или гидроабразивные станки. Он использует инфракрасное излучение, создаваемое лазерным источником, для плавления металла и управляет перемещением лазерной головы по заданной траектории с помощью числового программного управления.
Преимуществами лазерной резки являются легкость управления станком, высокая скорость обработки, большой диапазон толщин, малая ширина реза и гладкая кромка. С помощью лазерного станка можно получать детали любой сложности геометрии. Максимальные скорости и толщины зависят в основном от мощности лазерного источника.
Поэтому при выборе мощности лазерного станка правильнее всего отталкиваться от номенклатуры обрабатываемых толщин, требуемой производительности и доступного бюджета . Конечно, при этом не стоит забывать и о перспективах увеличения производства, которое неизбежно произойдет за годы использования станка.
В последние годы сфера металлообработки стала активно использовать волоконные лазеры вместо газовых. Это связано с несколькими факторами, включая высокий КПД и отсутствие необходимости в обслуживании волоконных источников. Волоконная технология развивается огромными темпами: если в середине 2010-х годов 10-киловаттный станок был большой редкостью, то сейчас на рынке представлены станки мощностью 20, 30 и даже 50 КВт.
Итак, какой мощности выбрать станок, чтобы закрыть все свои потребности и не переплатить? Давайте разбираться.
Графики построены на основе данных по лазерным источникам MaxPhotonics.
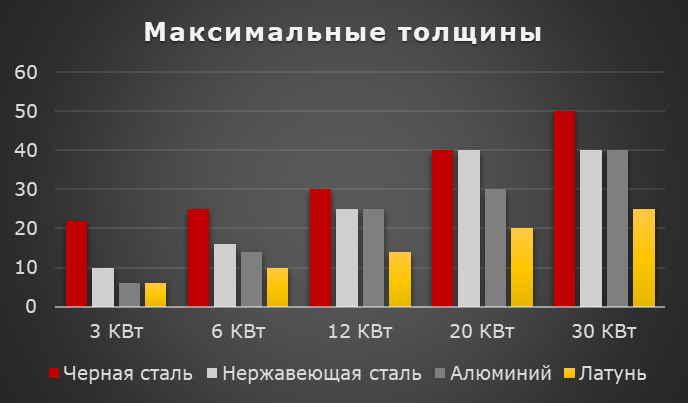
Как видно из графиков, высокомощные источники позволяют обрабатывать черную сталь толщиной до 50 мм, при этом чем мощнее источник, тем более толстую сталь можно порезать, используя воздух, а не кислород, в качестве вспомогательного газа. Скорость резки на воздухе всегда будет выше, чем на кислороде. Поэтому переход с резки в среде кислорода на резку в среде воздуха дает двойной экономический эффект: увеличение производительности позволяет обработать больше металла за единицу времени, а смена вспомогательного газа позволяет экономить на покупке кислорода.
Например, при резке черной стали толщиной 8 мм на 6-киловаттном станке придется использовать кислород, а на 12-киловаттном уже можно перейти на воздух. Скорость резки на 12-киловаттном станке в таком случае будет в 4 раза выше, чем на 6-киловаттном (2,6 м/мин против 10 м/мин). Средняя цена резки одного погонного метра равна 60 рублей. Рассчитаем выручку за смену по формуле:
P = T × F × C × K,
где: P — выручка за день работы лазерного станка; T — время работы за смену; F — скорость обработки металла; C — рыночная стоимость резки одного погонного метра металла; K — коэффициент реального времени резки, примем его равным 0.7, чтобы учесть время на холостые перемещения, пирсинг, настройку станка и пр.
Разница в стоимости станков AFL3015-6kW и AFL3015-12kW около 4,5 млн, а значит, что в данном случае переплата за более мощный источник будет отбита всего за 1,5–2 месяца односменной работы. И это без учета экономии на кислороде!
Конечно, переход с одного режущего газа на другой — это частный случай, и далеко не всегда увеличение мощности даст такой значительный экономический эффект. Тем не менее, даже без перехода на воздух, скорость обработки металлов в большинстве случаев растет почти пропорционально мощности источника. Цены на лазерные станки при этом растут в разы меньше, чем их производительность. 30-киловаттный станок по сравнению с 3-киловаттным станком дает рост скорости обработки 21,5 раза, в то время как стоимость отличается всего в 4,1 раза.
Чем больше сила, тем больше ответственность, а чем больше мощность, тем лучше нужна система ЧПУ и лазерная голова. Разумеется, технология лазерной резки имеет множество нюансов и подводных камней, и, увеличив мощность, ей нужно грамотно управлять. Например, у станков AFL мощностью от 12 КВт, в базовой комплектации идет мощная стойка ЧПУ FSCUT8000 в комплекте с лазерной головой BOCI. Такая система поддерживает множество функций: от 9-ступенчатого пирсинга и контроля за состоянием оптики в реальном времени до интеллектуальной системы завершения прокола и анализа качества реза.
Таким образом, за последние годы волоконные лазеры значительно продвинулись в своем развитии. Увеличение мощности и снижение стоимости делают их все более привлекательными для использования в различных областях промышленности.
Так какую мощность выбрать? Если вы только начинаете заниматься листообработкой, и у вас относительно небольшие объемы производства, вам подойдет 3-киловаттный станок. Если вы уже не новичок в этой сфере, у вас стабильное производство серийных изделий или джобшоп со средней загрузкой, берите станок с источником на 6 или 12 КВт. Для энтузиастов лазерной резки, которые не боятся новых задач и хотят быть на острие технологического прогресса, рекомендуем выбрать лазер мощностью 20 или 30 КВт. Важно не ошибиться, потому что, учитывая скорость развития технологий в этой сфере, можно предположить, что уже через пять лет 12-киловаттный станок станет такой же обыденностью, какими сейчас стали станки с мощностью 2–3 киловатта.