Муж решил поделиться с общественностью подробностями своей работы как ученика оператора ЧПУ, и в этот раз статья будет сугубо техническая.
Напомним, что уже месяц он подвизается на новом для себя поприще синего воротничка на болгарском заводе по изготовлению инструмента для станков. В настоящее время муж работает на токарном станке с ЧПУ "Mazak qsm 250". И работать ему на этом станке очень нравится. Как он попал на этот завод мы уже рассказывали в предыдущих статьях.
Мы – семья из 4х человек, которая переезжает из Москвы в Болгарию в город из анекдотов Габрово. На нашем канале мы рассказываем: как получаем вид на жительство и гражданство в Болгарии, как решаем вопросы с учебой и работой, а еще, конечно же, как мы покупали и ремонтируем дом в Болгарии.
Судя по комментариям к предыдущим статьям, работа на подобных заводах и станках в разных местах организована немного по разному. Дальше будет рассказ от имени мужа, как проходит именно его работа на токарном станке.
К сожалению, на заводе запрещено фотографировать. Поэтому подходящие фотографии для описания процесса обработки муж в основном подбирал и скачивал из Интернета (или рисовал :)).
Итак, сначала я получаю технологическую карту. Карта содержит набор чертежей в разных проекциях, описание и последовательность всех этапов (операций) по созданию изделия.
Заготовки для изделия ко мне приезжают вместе с картой.
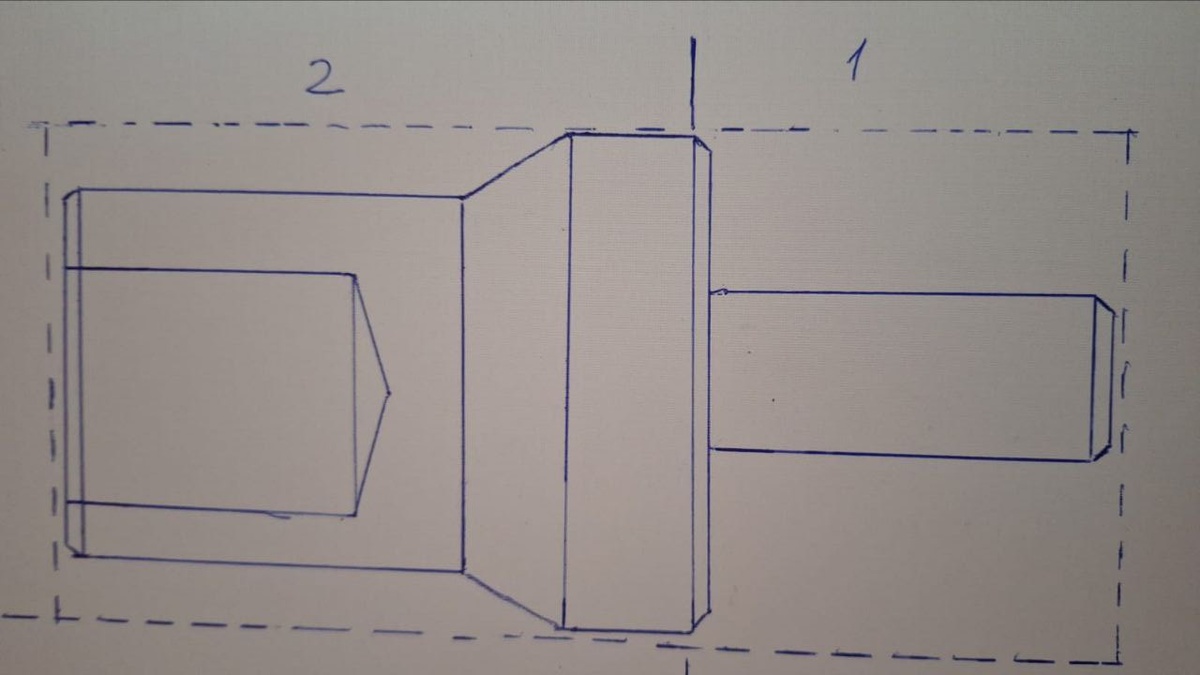
Изучаю свой этап обработки, смотрю чертежи. Если повезет, то в чертежах есть токарный эскиз. Работать с таким в разы проще, чем с общими чертежами изделия и описанием токарной операции.


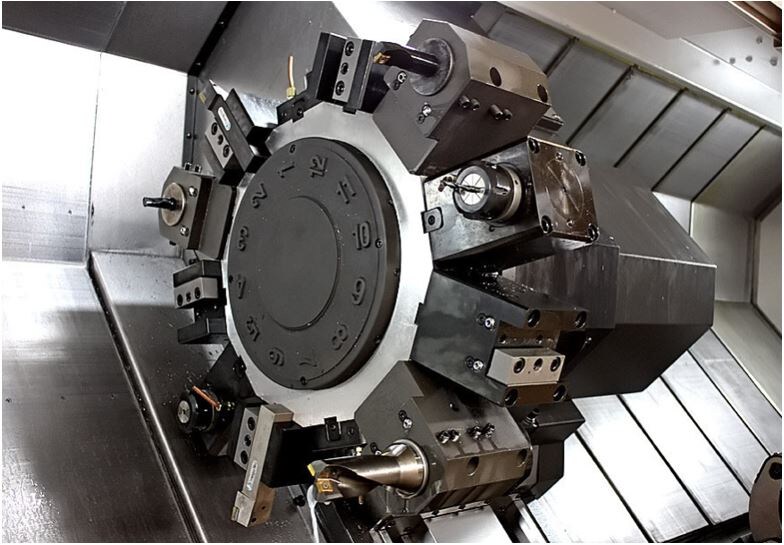
Первым делом определяю какой мне понадобиться инструмент и устанавливаю его в револьверную головку станка.
Измеряю инструмент, в станке есть специальная измерительная головка. С помощью которой станок с точностью до микрона узнает его размеры.
Вношу поправки в измеренное значение (позже будет понятно зачем).
При необходимости меняю челюсти на шпинделе. Ход челюстей при зажиме небольшой, и под каждый диаметр заготовки необходимо переставлять или менять челюсти.
Шпиндель - вал металлорежущего станка, автомата с приспособлением для зажима обрабатываемой детали или режущего инструмента.
Далее готовлю программу обработки детали, где вношу размеры заготовки, какую операцию хочу совершить, каким инструментом и еще несколько параметров. Пример из токарного эскиза (выше) потребует обработки с двух сторон.
На первой стороне:
1. Подравниваю торец. Если заготовка менее 60-70 мм диаметром, то двумя ножами (для грубой и чистой обработки), если больше и требования к шероховатости торца высокие, то тремя ножами. Ниже на фото мощная пластина для больших диаметров.
2. Строгание вдоль заготовки. Как правило наименее капризная в настройке операция. Мой станок (после настройки) в серии из 10 деталей дает разброс по диаметру в пределах 3-4-х микрон (!!). Мне и сейчас это кажется фантастикой!
Отдельно настраиваю создание фасок. Это такие скосы на углах детали. Повышают, в том числе, комфорт и безопасность дальнейшей работы с деталью. Поэтому даже если фаски нет на чертеже, я ее делаю, а на больших фасках еще и скругления делаю. Все для того, чтобы коллегам было приятно и без риска порезаться брать заготовку в руки.
Далее деталь вынимаю из станка, переворачиваю на 180 градусов и снова зажимаю в челюстях, чтобы обработать оставшуюся её часть.
К перечисленному выше добавится:
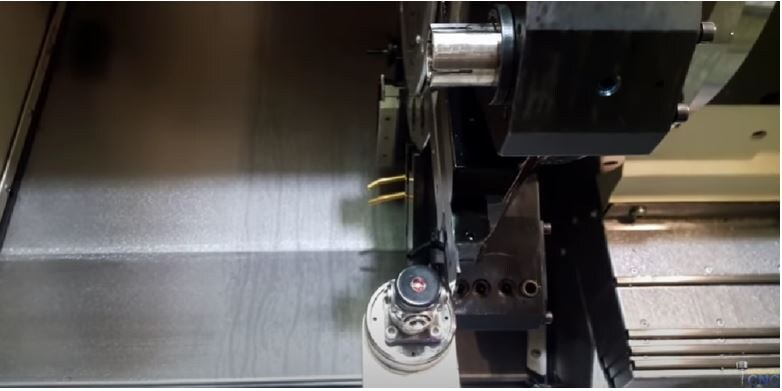
1. Сверление сверлом диаметром больше 25 мм. Это очень толстое сверло… Интересно, что все сверла для моего станка имеют внутренние каналы для охлаждающей жидкости. На фото ниже видны две струи из торца сверла.
2. Строгание отверстия изнутри. Сверление не дает необходимой точности обработки. Поэтому необходимо еще и строгать для получения необходимого размера. Очень нервическая операция.
Сверла ломаются. Пытаются увести заготовку в сторону. Длинные сверла необходимо дополнительно и очень тщательно подстраивать. Каждый вход длинного сверла в заготовку требует контроля. Например, отверстия глубиной от 300 мм я делаю аж тремя разными сверлами.
Ура! Мы убрали весь лишний метал с заготовки. Дальше нужно измерить эту первую деталь в партии и внести необходимые поправки в настройки инструмента.
Помните? При измерении инструмента я внес поправки. Это сделано для того, чтобы первая деталь после первого прохода программы получилась больше необходимого.
Например, требуемый диаметр 27,6 мм, а у нас получилось 28,25 мм. Я внесу коррекцию в настройки инструмента -0,65мм. И заново запущу чистовую обработку детали.
У заготовок, как в примере выше, для большинства размеров допуск +/-0,1мм. Легко. Однако регулярно бывают допуски +/-0,005мм, в таких случаях размер каждой детали проверяется калибром.
Измерения для меня оказались самым трудным. Мне еще учиться и учиться делать это правильно. Раньше я гордился, что умею пользоваться нутромером :) (с циферблатом). Зато современные приборы просты в обращении.
А вот, например, штангенциркуль мне никак не дается. Разное размещение и угол наклона дают разброс в 2-3 сотых миллиметра. Я даже попросил начальницу ОТК (отдел технического контроля) моей смены поднатаскать меня в этом. Согласилась в обмен на обещание разговаривать с ней только на русском (у нее было несколько подруг по всей России/Союзу).
Измеряется все: длины, диаметры, биение, шероховатость и конусность. Какие только приборы не используются. И все регулярно поверяется…
В общем, потихоньку набираюсь опыта и вот уже мастер-наставник грозится отправить меня в свободное плавание. У нас с ним в ведении два станка и один из них он хочет отдать для работы мне. Под присмотром, конечно, но чтоб я выполнял все сам от начала до конца.
А еще на этой неделе у меня - второй экзамен ученика. Если все сложится, то и третий - финальный и сугубо практический экзамен перед комиссией я буду сдавать уже скоро - на следующей неделе. Решил все-таки отстреляться до отпуска и наставник мой вроде не против.
Подпишитесь и не пропускайте наши следующие статьи о непростом пути нашей семьи в Габрово и о наших путешествиях.