В программу курса входят следующие темы:
- Связь и качества покрытий и придаваемых ими свойств с составом используемых электролитов, условий электролиза.
- Особенности рассеивающей и кроющей способности электролитов.
- Актуальные технологии и гальвано-химической обработки металлов.
- Современное гальваническое оборудование отечественных и зарубежных производителей.
- Технологии электрохимического нанесения металлов и сплавов.
- Способы нанесения и свойства многослойных и композиционных покрытий.
- технологии нанесения оксидных, хроматных и фосфатных покрытий как на металлы, так и на сплавы.

1. Понятие об электролизе. Принципиальная схема электролизера.
Гальваника — это процесс, при котором на поверхность изделия осаждается металл или оксид. Это делается для того, чтобы придать изделию новые функциональные свойства или улучшить его внешний вид.
Гальваника осуществляется под действием электрического тока. Отсюда происходит понятие «электролиз». С практической точки зрения электролиз представляет собой комплекс окислительно-восстановительных реакций, которые протекают под воздействием электрического тока в электролите.
Электролит — это среда, обычно водный раствор, которая обладает ионной электрической проводимостью. Это жидкость, способная проводить электрический ток. Электрический ток в основном проводится за счёт сольватированных ионов в растворителе. Сольватация — это процесс, при котором ионы из прочной кристаллической решётки твёрдого вещества «растаскиваются» диполями воды. В результате каждый ион окружается некоторым количеством молекул воды и в таком виде передвигается либо к положительному, либо к отрицательному электроду.
Когда через электролит пропускается электрический ток, первоначально происходит направленное движение электронов в металлических проводниках. Электроны переходят от анода к катоду, что приводит к образованию избыточного положительного заряда на аноде. При включённой электрической цепи с внешним источником тока на растворимом аноде электроны отнимаются у атомов металла-основы анода, а на нерастворимом — у анионов, находящихся в прианодной области. На катоде же появляется избыточный отрицательный заряд за счёт скопившихся на нём электронов. К положительному аноду начинают движение противоположно заряженные анионы, а к катоду — катионы. При этом, достигнув электродов, они могут претерпевать определённые химические превращения.
Обычно ток, проходящий через электролит, постоянный, но иногда он может быть переменным или изменяться по определённой функции. В любом случае мы всегда можем выделить катодный (восстановление) и анодный (окисление) процессы.
Электролиз не обязательно должен происходить только в водных растворах. Существуют также неводные электрохимические системы на основе органических (в основном апротонных) растворителей, солевых расплавов и даже твердых электролитов, однако их применение в промышленности для получения металлических покрытий ограничено, а в случае твердых электролитов - вообще невозможно.
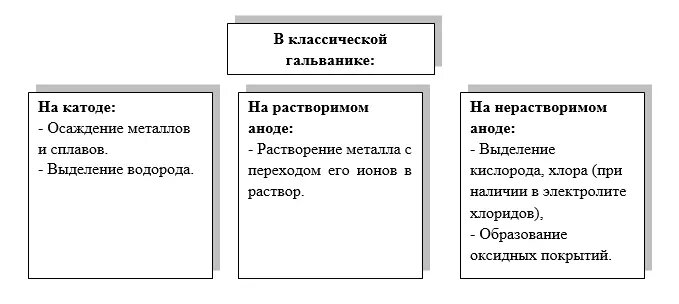
В гальванике, исходя из вышеприведенной схемы, может быть три варианта организации процесса:
1. Электролиз с растворимыми анодами. Металл анода растворяется и его ионы переходят в раствор, а на катоде эти же ионы восстанавливаются и осаждается металлическое покрытие. Примеры такого процесса - цинкование, меднение, никелирование и т.п.
2. Электролиз с нерастворимыми анодами. Анод не растворяется, на нем происходит побочная реакция, например, выделение кислорода. На катоде происходит восстановление металла, ионы которого подтягиваются из электролита. Происходит непрерывное снижение концентрации ионов металла в растворе.
3. Анодирование — получение оксидного покрытия на детали, завешенной в ванну анодом, на катоде идет выделение водорода.
Устройство для проведения электролиза называется электролизером. Небольшой лабораторный электролизер принято называть ячейкой, в то время как промышленная установка будет называться гальванической ванной.
Схема простейшего электролизера (рисунок 1 и 2) всегда включает в себя:
- электролит, через который протекает электрический ток;
- катод(ы) - покрываемые детали (отрицательный электрический полюс, на котором происходит процесс принятия электронов - восстановления). Катод, на который наносится покрытие также может называться подложкой или основой, а покрытие на катоде - осадком;
- аноды - противоэлектроды (положительный электрический полюс, на котором происходит процесс отдачи электронов - окисления);
- источник электрического тока.
В случае нанесения анодного оксидного покрытия, например, на алюминии (процесс анодирования), покрываемые изделия находятся на аноде, а катоды выполняют роль противоэлектродов.
Электролизер может комплектоваться и дополнительным оборудованием:
- нагреватели;
- системы перемешивания;
- системы фильтрации;
- бортовые отсосы;
- крышки;
- датчики технологических параметров (температуры, рН, уровень, потенциал, концентрация компонентов и т.п.), дозаторы и другие средства
- автоматизации.
2. Гальваника и закон Фарадея. Выход по току. Метод расчета толщины осаждаемого покрытия.
Первоочередной задачей при штатной работе гальванического цеха является получение на изделиях покрытий заданной толщины и структуры с минимально возможными экономическими затратам. Для вычисления толщины покрытия, полученного во время электролиза при заданном токе необходимо использовать закон Фарадея - основной количественный закон электролиза.
Закон Фарадея связывает массу выделявшегося на электроде вещества и количество пропущенного через электролит электричества. Применительно к гальванике закон Фарадея можно представить следующим образом:
m=A⁄zF*ItBm
где:
m - масса выделившегося на катоде металла, г;
A - Атомная масса выделяющегося металла;
z - Количество электронов, участвующих в процессе восстановления металла;
F - Число Фарадея - 96500 Кл*моль-1
I - Общий ток, пропущенный через электролит, А;
t - Общее время электролиза;
Вт - Выход по току.
Выход по току — доля электрического тока, потраченная на прохождение целевой электрохимической реакции. Выход по току характеризует только электрохимический процесс т.е., например, при анодном растворении меди в сернокислом электролите выход по току близок к 100%, однако еще 5% может добавляться за счет химического растворения меди в электролите. В итоге, рассчитанный выход по току может формально быть 105% за счет химического растворения меди.
Соотношение катодного и анодного выхода по току определяет стабильность электролита. Очевидно, что если при электроосаждении металла с растворимыми анодами катодный выход по току будет больше, чем анодный, то электролит будет постепенно обедняться по ионам осаждаемого металла, а если наоборот - то обогащаться. И то и другое будет уменьшать стабильность электролита.
При рассмотрении анодного процесса в гальванике нам будет интересна масса растворившегося на аноде металла (это необходимо для примерной оценки срока службы анодов). При рассмотрении же катодного процесса нам будет интересна не столько масса осаждаемого покрытия (за исключением драгметаллов), сколько его толщина. Поэтому, исходя из закона Фарадея мы можем вывести зависимость толщины покрытия от плотности тока.
Плотность тока - важный параметр работы гальванической установки. Она представляет собой отношение общего тока, протекающего через электрод к площади электрода:
i=I/S
где:
i - плотность тока, А/дм2;
I - Общий ток, пропущенный через электролит, А;
S - Площадь электрода, дм2;
Отметим, что наиболее часто площадь деталей в гальваностегии выражается в квадратных дециметрах, а плотность тока, соответственно, в амперах на дециметр квадратный. Реже применяется отношение к квадратному сантиметру (научные экспериментальные работы) и квадратному метру (например, при оцинковке стальной ленты). Использование дециметров в гальванике удобно тем, что в этом случае получаются не слишком большие и не слишком малые величины.
Очевидно, что в зависимости от рассматриваемого электрода плотность тока может быть катодной и анодной (iк и iа). От плотности катодного тока зависит скорость нанесения и, во многом, структура покрытия, а от плотности анодного - состояние анодов (активное, в котором происходит их растворение, либо пассивное, когда вместо растворения металла протекают побочные реакции, в основном выделение кислорода).
Важно понимать, что площадь электрода S может быть геометрической и реальной.
Геометрическая площадь (и связанная с ней геометрическая плотность тока) высчитывается исходя из геометрических размеров детали по стандартным математическим формулам.
Реальная площадь (и реальная плотность тока) может быть определена исходя из шероховатости и микрорельефа поверхности. Так, сравнив фотографии серебряного покрытия на рисунке 3 (А и Б) становится очевидно, что площадь поверхности пластинки на самом деле в 2-3 раза больше, чем просто произведение длины на ширину. Следует учитывать реальную площадь при гальваническом покрытии деталей с высокой шероховатостью поверхности, например, после пескоструйной или дробеструйной обработки.
Чтобы подробно узнать о технологии нанесения гальванических покрытий - записывайтесь на бучение по программе повышения квалификации одним из следующих способов:
WhatsApp https://wa.me/c/79297506699
Telegram @technar_school24
Наш сайт со всеми услугами учебного Центра:
https://technar-school24.clients.site/
#гальваника #гальванические_покрытия #гальваник #гальваник_обучение