На фрезерных станках обрабатываются плоскости, фасонные поверхности, канавки, нарезаются наружные и внутренние резьбы, зубчатые колёса и многолезвийные инструменты с прямыми и винтовыми зубьями (фрезы, развёртки и др.) Фрезерные станки общего назначения бывают:
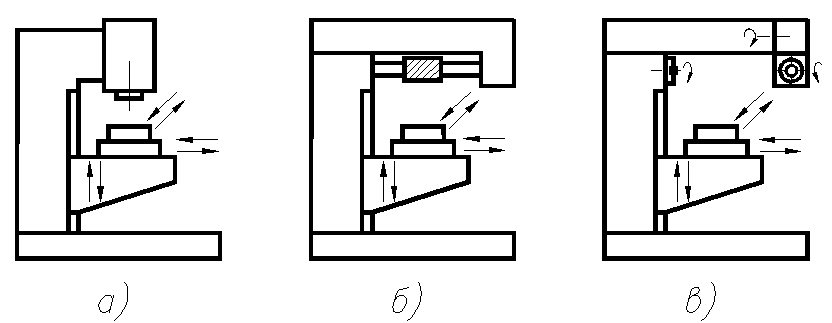
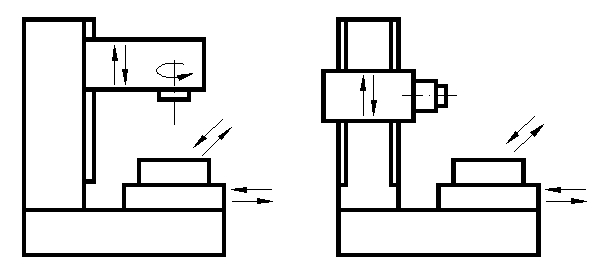
1. Консольные (с консольным столом), в том числе а) вертикальные;
б) горизонтальные; в) широкоуниверсальные.
2. Бесконсольные (или иначе с крестовым столом). Они чаще вертикальные, но есть и горизонтальные.
3. Продольно-фрезерные. Они бывают одностоечные и двухстоечные.
- Специализированные (например, карусельно-фрезерные)
Основным размером фрезерных станков являются ширина стола, которая у консольных станков бывает от 100 до 500 мм; у бесконсольных – от 320 до 1000 мм, у ПФС – от 320 до 5000 мм.
Главное движение резания у всех фрезерных станков – вращение фрезы. Характерной особенностью фрезерных станков является независимость подач от главного движения резания. Размерность подач – мм/мин.
У консольных фрезерных станков стол имеет продольную и поперечную подачи и вместе с консолью перемещается вертикально по направляющим стойки. У бесконсольных станков стол также имеет продольную и поперечную подачи, но расположен на станине, а вертикальное перемещение передано шпиндельной бабке.
У продольно-фрезерных станков столу с тяжёлыми заготовками оставлено только продольное перемещение, а остальные движения подач переданы фрезерным бабкам, т.к. заготовки на этих станках имеют вес от нескольких тонн, до нескольких сотен тонн.
Консольный вертикально-фрезерный станок мод. 6Н12ПБ (рис. 24), например, имеет две кинематические группы приводов шпинделя и подач, а также ручное перемещение шпинделя.
Муфтами Мs и Мб включается рабочая подача или быстрое перемещение движения, включённого одной из трёх муфт М. Реверсирование подач выполняется электродвигателем Дs.
Бесконсольный вертикально-фрезерный станок мод. 654 имеет тоже две кинематические группы.
Регулировка подач бесступенчатая (Is1 )электродвигателем постоянного тока Дs, а для расширения диапазона регулирования имеется перебор (Is2). Быстрые перемещения получаются включением двигателя Дs на максимальные 3000 об/мин. Управление подачами, благодаря использованию электромагнитных муфт, дистанционное, с подвесного пульта.
Отсчёт продольных и поперечных перемещений стола ведётся по линейкам с нониусом, а вертикального перемещения бабки – по лимбу, получающего вращение при перемещении шпиндельной бабки.
Для установочного перемещения фрезы с пинолью вдоль их оси служит кинематическая цепь Pr3-Пв.фр. с ручным приводом. Для возможности фрезерования наклонных плоскостей шпинделя бабка может поворачиваться вокруг горизонтальной оси вручную на угол ± 35º. Размеры стола у этого станка 630×1600 мм. Принадлежностью горизонтально-фрезерных станков часто является делительная головка, а у ВФС – делительный круглый стол.
Делительные головки
Применяют при работе на консольно-фрезерных станках для установки обрабатываемой детали под требуемым углом относительно стола, станка, для поворота детали на определённый угол, для деления окружности на нужное число частей, а так же для непрерывного вращения обрабатываемой детали при фрезеровании винтовых канавок большого шага.
Различают делительные головки для непосредственного деления (делительные приспособления), оптические делительные головки и универсальные делительные головки. Универсальные делительные головки делятся на лимбовые и безлимбовые. Наиболее распространённые лимбовые головки. Рукоятка поворачивается на нужный угол с помощью лимба, который имеет несколько рядов отверстий, равномерно расположенных на концентричных окружностях. Фиксатор (рукоятку) можно вставлять в любое их этих отверстий.
Способ простого деления заключается в том, что вращением рукоятки поворачивают шпиндель не заданный угол. При простом делении делительный диск остаётся неподвижным.
Способ дифференциального деления применяют в тех случаях, когда простое деление осуществить невозможно, т.е. когда нельзя подобрать диск с нужным для простого деления числом отверстий. Он заключается в следующем. Требуемый поворот шпинделя делительной головки получается как совокупность двух поворотов: поворота рукоятки относительно делительного диска и поворота самого делительного диска, которому это движение сообщается принудительно от шпинделя делительной головки через сменный зубчатые колёса a/b c/d гитары.