Сверлильные станки предназначены для получения сквозных или глухих отверстий, для чистовой обработки отверстий зенкерованием и развёртыванием, для нарезания внутренних резьб метчиками, для зенкования торцовых поверхностей и отверстий.

Существуют следующие типы универсальных сверлильных станков:
1. Настольно-сверлильные;
2. Вертикально-сверлильные (одношпиндельные);
3. Радиально-сверлильные;
4. Многошпиндельные
5. Для глубокого сверления.
Основным характерным размером сверлильных станков является наибольший диаметр сверления в стали средней твёрдости.
Вертикально-сверлильный станок мод. 2А135 например, предназначен для сверления отверстий до диаметра 35 мм. Он имеет приводные кинематические цепи (см. рис.)
Радиально-сверлильные станки предназначены для обработки отверстий в средних и крупных деталях при единичном и серийном производстве. Они позволяют направлять инструмент в любую точку неподвижной детали в зоне хобота станка вокруг колонны и перемещения по его направляющим шпиндельной головки. Высокие детали устанавливаются в яме, сделанной около станка.
Радиально-сверлильный станок мод. 2В56 (рис. 19 стр. 9), например, имеет наибольший диаметр сверления 50 мм, N = 5,5 кВт; n = 55…1140 об/мин, вылет шпинделя до 2100 мм. Кроме кинематической группы привода вращения шпинделя и его подачи, на станке имеется кинематическая группа подъёма хобота.
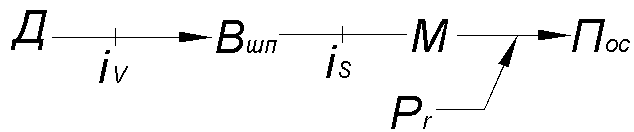
Для перемещения хобота сверловщик вручную (Pr) включает (+) двигатель подъёма (опускания) хобота Дх, но подача хобота Пх начинается только после освобождения зажима хобота Пзаж на колонне, в конце которого движением разжима включается муфта М и начинается перемещение хобота. Для остановки хобота на нужной высоте сверловщик отпускает кнопку, при этом Дх не останавливается, а реверсируется (Р) (-), после чего в начале зажима хобота он через движение Пзаж выключает муфту М, а в конце движения зажима конечным выключателем КВ выключает сам себя. Перемещение шпинделя бабки по хоботу и поворот хобота выполняются вручную. Для обсверловки тяжёлых деталей применяются переносные радиально-сверлильные станки, перемещаемые краном. Они имеют поворот оси шпинделя на любой угол в двух плоскостях.
Многошпиндельные сверлильные станки бывают:
1. с неподвижными осями шпинделя;
2. с переставными шарнирными шпинделями.
Первые – станки общего назначения, предназначены для последовательного выполнения ряда переходов различными инструментами, при перемещении вручную заготовки.
Вторые – настраиваются при серийном производстве для одновременного сверления нескольких отверстий. Возможность изменения взаимного расположения осей шпинделей в них обеспечивается двух шарнирным сочленением шпинделей с центральным приводным валом.
Станки для глубокого сверления применяются в случае, если длинна отверстия во много раз превышает его диаметр. В них вращение подаётся на сверло или на деталь или на то и другое одновременно. Инструмент является пушечное или ружейное сверло. Стружка непрерывно вымывается СОЖ, подаваемой через центральное отверстие сверла под давлением в 5-20 кг/см2.