Ваше предприятие только набирает обороты или расширяется, чтобы изготавливать зубчатые передачи, червячные колеса и шестерни? Отлично! Пора подбирать станок. Но какой? Зубофрезерный или зубострогальный? А какой станок подойдет для обработки и нужна ли она вообще?
В данном материале мы рассмотрим различные виды зубообрабатывающих станков и их применение в процессе изготовления зубчатых передач, шестерней, червячных колес и многое другое.
Зубчатое колесо — это одно из важнейших изобретений, которое стало неотъемлемым атрибутом нашей жизни. Почти все современные машины содержат в себе зубчатые передачи. Эти передачи широко используются в механических устройствах, которыми мы пользуемся ежедневно. Без них невозможно создать механизмы, с которыми мы так привыкли быть: станки для обработки металла, автомобили, поезда, самолеты, часы и множество других систем. Зубчатые передачи отличаются универсальностью и способностью выдерживать большие нагрузки; они также удобны в сборке и ремонте. Чтобы их произвести необходимо зубообрабатывающее оборудование.
Зубообрабатывающее оборудование получило наибольшее применение в машиностроительной отрасли: авиастроении, судостроении, приборостроении, создании автомобилей, сельхоз. техники и т.д.
Классификация зубообрабатывающих станков
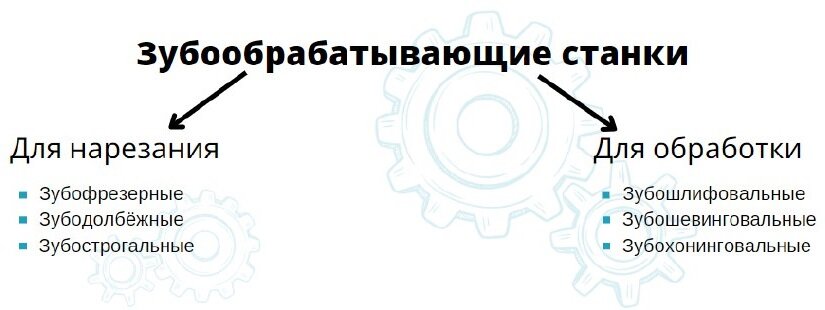
Зубофрезерные станки
Что можно изготовить?
Зубофрезерные станки являются самым универсальным оборудованием для нарезания зубчатого профиля. На зубофрезерных станках можно изготовить все виды шестерней (зубчатые, цилиндрические, конические, косозубые и другие), приводные зубчатые колеса, звездочки, валы-шестерни, червячные колеса. Нарезание блоков зубчатых колес, колес с внутренним зацеплением и зубчатых секторов на зубофрезерных станках невозможна или нежелательна. Наиболее целесообразно использование зубодолбежного станка для таких видов деталей.
Особенности зубофрезерных станков
Основная особенность зубофрезерных станков – использование червячной модульной фрезы. Наибольшее распространение получили зубофрезерные станки с ЧПУ. Станки отличаются высокой производительностью и точностью обработки, поэтому используются в цехах с многосменным режимом работы. Вертикальные зубофрезерные станки выпускаются с подвижным столом и неподвижной стойкой и с подвижной стойкой и неподвижным столом. При нарезании зубчатых колес заготовка жестко связана с делительным столом. Вращение делительного стола и фрезы математически связаны между собой по средствам системы ЧПУ.
Станки используются для обработки зубьев колес 5-9 степени точности по ГОСТ 1643 в зависимости от режимов обработки и класса точности самого станка.
Для заказа в «Инкор» доступен вертикальный зубофрезерный станок с ЧПУ Eifco Hobber 250. Предназначен он для нарезания зубьев колес зубчатых передач диаметром до 250 мм и модулем до 6 мм червячными фрезами методом обкатки. Может обрабатывать прямой и наклонный эвольвентный профиль зуба цилиндрических колес и валов, эвольвентный профиль зуба конических прямозубых колес, звездочки цепных передач, червячные колеса. Шлицы различного профиля протяженностью до 350 мм. Станок обеспечивает степень точности обрабатываемых колес 5-9.
Зубодолбежные станки
Что можно изготовить?
На этих станках обрабатывают цилиндрические прямозубые и косозубые колеса для наружного и внутреннего зацепления, блоки зубчатых колес, зубчатые муфты, рейки, зубчатые секторы, шлицевые валики, храповики и т.д.
Особенности зубодолбежных станков
Обычно нарезание производится методом обкатки, реже – методом копирования. При нарезании колес для наружного зацепления долбяк и заготовка должны вращаться в разные стороны, а для внутреннего зацепления – в одну сторону.
Главное движение долбяка – возвратно-поступательное относительно заготовки: при движении долбяка вниз совершается рабочий ход, а при движении вверх – вспомогательный ход.
Станок используется для получистовой и чистовой обработки колес по 6-8 степени точности.
Зубострогальные станки
Что можно изготовить?
Основная функция таких станков – нарезание и придание формы зубьям на цилиндрических, конических или других заготовках. Обрабатывают конические зубчатые колеса с прямыми зубьями по методу обкатки одним или чаще двумя резцами. Зубострогальный станок предназначен для нарезания конических колес с прямыми зубьями модулем от 1,5 до 8 мм и диаметром до 500 мм.
Особенности зубострогальных станков
На станке можно производить черновую и чистовую обработку. Станок работает двумя строгальными резцами. При черновом зубонарезании станок может работать по методу копирования, а при чистовом – по методу обката.
Процесс нарезания зубьев происходит при движении резцов к вершине конуса заготовки, а обратный ход является холостым. Нарезание конических зубчатых колес с круговыми зубьями осуществляется методом обкатки на специальных станках с применением зуборезной резцовой головки, представляющей собой диск со вставленными по его периферии резцами, обрабатывающими профиль зуба с двух сторон. Первая половина резцов обрабатывает одну сторону, вторая – другую.
Станок используется для получистовой и чистовой обработки колес: 7-9 степени точности на зубострогальных станках нормальной точности, 5-6 степени точности на станках повышенной точности.
Зубошлифовальные станки
Что можно изготовить?
Зубошлифование применяется для окончательной чистовой обработки шлифовальными кругами зубьев колес с целью получения точного профиля с требуемой шероховатостью после термической обработки.
Зубошлифование позволяет доводить зубья до правильных геометрических форм, а их поверхность до заданной чистоты и шероховатости. Также на этих станках можно устранить дефекты и погрешности, полученные на предыдущих этапах обработки.
Особенности зубошлифовальных станков
Методы зубошлифования:
1. Метод копирования – используется в крупносерийном производстве, т.к. для каждого зубчатого колеса необходимо профилировать шлифовальный круг, оснащать станок сложным устройством правки
2. Метод обката с непрерывным образованием профиля абразивным червяком. Распространен при обработке малых зубчатых колес
3. Метод обката с периодическим делением дисковыми и тарельчатыми кругами
Зубошлифование по методу копирования выполняют фасонными кругами, имеющие профиль, соответствующий профилю впадины между зубьями колеса. Метод обкатывания состоит в том, что операция выполняется одним дисковым кругом.
Зубошлифовальный станок отличается высокой производительностью благодаря оснащению регулируемыми приводами главного движения и правки, введению системы, которая способна поддерживать скорости на постоянном уровне во время работы шлифовального круга, использованию электрокорундового и эльборового круга. В результате стало возможно отнести данное оборудование к классу «С».
Станок используется для чистовой обработки зубьев и для окончательной обработки колес по 4-5 степени точности.
Для заказа в «Инкор» доступен зубошлифовальный станок с ЧПУ Stanexim SMG405 GF-3, который предназначен для профильного шлифования прямозубых и косозубых зубчатых колес.
Преимущество данного метода шлифования заключается в том, что при помощи механизма правки шлифовальный круг правится до профиля, соответствующего профилю впадины между зубьями на зубчатом колесе, и обработка осуществляется по методу копирования.
В качестве шлифовальных кругов применяются абразивные электрокорундовые круги, профилируемые непосредственно на станке. При необходимости могут применяться как высокостойкие эльборовые (СВN) специальные профильные шлифовальные круги на керамической связке с возможностью их периодической правки на станке, так и эльборовые круги на металлическом основании, не подлежащие правке на станке.
Зубошевинговальные станки
Что можно изготовить?
Шевингование служит для чистовой обработки зубьев не термообработанных цилиндрических колес, полученных на зубофрезерных или зубодолбежных станках. Наибольшее распространение получило шевингование при помощи дисковых шеверов. Инструментом является шевер – дисковый, реечный и червячный.
Основано на взаимном скольжении находящихся в зацеплении зубьев инструмента и обрабатываемого зубчатого колеса при встречном движении.
По направлению подачи различают 3 метода зубошевингования:
- Параллельный
- Диагональный
- Касательный
Первые два метода – для обработки цилиндрических зубчатых колес, последний – для червячных.
Особенности зубошевинговальных станков
Дисковый шевер представляет собой колесо, на зубьях которого имеются специальные канавки. Работа резания шевером основана на удалении с боковых поверхностей зубьев стружки толщиной до 0,1 мм. Дисковый шевер и нарезаемое колесо в работе представляет собой пару со скрещивающими осями (для прямозубых колес шевер должен иметь косые зубья, а для косозубых колес – прямые). Вследствие скрещивания осей шевера и заготовки режущие кромки шевера соскабливают тонкий слой металла с поверхности зубьев.
Для чистовой обработки червячных колес применяют червячные шеверы, представляющие собой червяк, на боковой поверхности витков которого нанесены канавки для образования режущих кромок.
Обычно в процессе шевингования точность зубчатых колес повышается на одну степень, реже – на две. Станок используется для чистовой обработки зубьев и для окончательной обработки колес по 4-5 степени точности.
Зубохонинговальные станки
Что можно изготовить?
Хонингованием устраняются небольшие дефекты закаленных зубьев (забоины, риски), удаляется окалина, снимаются заусенцы, снижаются погрешности основного шага и профиля, уменьшается биение, повышается чистота поверхности зуба, что значительно снижает шум в передачах.
Особенности зубохонинговальных станков
Хонингованные зубчатые колеса отличаются от других колес своей специфической структурой поверхности, благодаря которой они работают бесшумно и обладают высокой износоустойчивостью. Поверхность колеса обрабатывается таким образом, что на участке головки зуба до начальной окружности образуется рисунок типа "елочка". Этот рисунок способствует образованию масляной пленки на поверхности колеса и снижает уровень шума.
Процесс очень схож с шевингованием, но вместо металлического шевера используется абразивный хон, который изготавливают в виде зубчатого колеса из пластмассы, пропитанной мелкозернистым абразивом. Зацепляется зубчатое колесо с хоном без зазора. Хонингование происходит при обильном охлаждении керосином.
Скорость резания при процессе хонингования зубьев очень низкая и остается в диапазоне от 0,5 до 6,5 м/с. Это позволяет снизить термическую нагрузку на режущие инструменты, связку и материал детали. Таким образом избегаются структурные изменения и типичные для процесса шлифования прижоги. Даже при повышении скорости резания до 10 м/с риск возникновения термических нагрузок остается незначительным.
Низкая скорость резания вместе с большой силой давления может вызывать поверхностное уплотнение материала детали и увеличение внутренних напряжений сжатия, уже присутствующих после термической обработки. Увеличение внутренних напряжений положительно сказывается на износостойкости детали. Поэтому хонингованные колеса обладают большей износостойкостью и долговечностью по сравнению с колесами, обработанными другими способами.
Зубохонингование применяется после зубошлифования со степенью точности обработки 2-3.
В следующих статьях мы будем больше углубляться в зубообработку, где вы можете узнать каким инструментом проверять зубчатые колеса и по каким параметрам, а также как выбрать зубофрезерный и зубошлифовальный станок. Следите за анонсами статей в нашем канале в Телеграм!