Очень серьёзная беда в любом цехе окраски — кратеры. У нас на ГАЗе, на местном сленге — раковины.

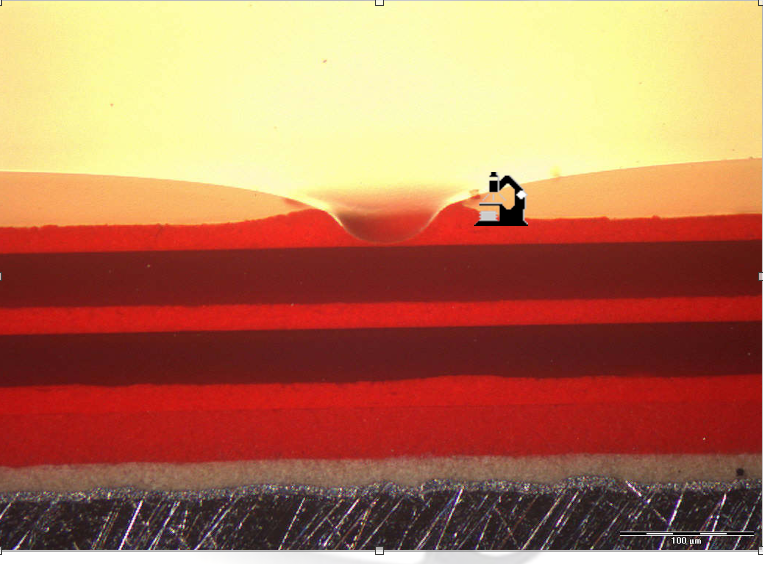
Почему беда — даже одиночные кратеры недопустимы нигде, ни в зонах «А», ни в проёмах. Устранение их очень сложно - надо шлифовать покрытие до того слоя, где кратер появился. Очень маловероятно, что кратер окажется сверху, на лаке. Тогда снимать надо не очень много. Значительно чаще он идет с базы, или вследствие некачественной шлифовки — со вторичного грунта. Это уже надо сошлифовать минимум (40 лак+20 база) = 60 микрон из общих 120. Потом пятно надо расшдифовать поровнее, загрунтовать и покрасить. Если кратер одиночный.
А поодиночке такие дефекты не ходят. Кажется, ну что же, перекрасить 10-15 кузовов. По времени конвейера более 30 минут. И с перекраски уйти на сборку такому кузову очень сложно. Малейшая недошлифовка кратера — и он раскрывается, раскручивается в большую сторону. С третьего окраса — кузов уходит в окончательный брак. Поэтому кузова с большим количеством кратеров часто просто снимаются в сторону с линий, и обрабатываются дополнительным персоналом и в дополнительное время. Беда и караул, когда идут по линии кратера.
Причины появления кратеров разные.
До наступления силиконовой эры главными вредителями были тальк, грязнули — операторы на шлифовках и некачественное обезжиривание кузовов перед окраской. Изредка отличались ремонтники, любящие смазывать всё подряд и очень обильно.
«» Одна дама на продувке кузова сжатым воздухом, попросила заменить шланг. При этом заморачиваться на промывку от микроталька, которым резинотехнические изделия в нашей промышленности просыпались всегда, посчитала излишним. Очень ей шланг в комплекте с пистолетом понравился, и она его стала убирать после работы в свой шкафчик. А мы носились по всему цеху с поиском причин периодического высыпания кратеров на покрытии. Это было ещё в старой окраске, в кузовном корпусе. «»
С появлением силиконовых кремов, клеёв, смазок и прочего, лидером по причинам появления кратеров стали содержащие силикон материалы.
Так то вот вроде всё ясно. Но. Поиски причины появления кратеров при обнаружении только в зоне контроля качества, занимают кучу времени и часто бывают безрезультатными. Пока увидели, побежали по потоку — всё, агент, приводящий к появлению кратеров, пропал. Кузова идут без дефекта.
Все материалы, поступающие в цех, приходится проверять на склонность к образованию кратеров на входном контроле лабораторией. Делаются специальные списки материалов, разрешённых к применению персоналом.
В сложных случаях производится стопроцентный контроль и самих операторов на «заразность». Лаборант по специальной методике у всех проверяет руки и одежду. Поэтому запреты использовать что угодно - помаду, тушь и прочие крема — в цехе действуют и обязательны к исполнению. Но если где-нибудь в Сеуле людям скажешь — и все понимают и выполняют, то в России обязательно найдется дама, которой или руки надо смазать, или вообще купила что-то, надо похвастаться подругам и всю бригаду измазать. Со временем террор конечно помогает, но — я уже говорил, что за пятнадцать лет наш Хайден 2 три раза полностью обновлялся по персоналу. И каждый раз надо делать всё сначала.
Ремонтный персонал — это отдельная и очень трудная песня. Главное , что факт преступного действия в виде использования силиконовой смазки и факт обнаружения кратеров на полировке, очень сильно разделены в пространстве и времени, и не всегда возможно доказать взаимное влияние. Компрессор смазали в цехе подготовки сжатого воздуха — жди у нас периодических проблем. В сушилке грунта при ремонте использовали высокотемпературный силиконовый герметик — у нас на конвейере беда. Вредить специально, конечно, никто не собирается, но вот что начальство — дураки, или слишком умные, эта аксиома у большинства пролетариата очень популярна.
Линия щлифовки вторичного грунта в одном из цехов была через перегородку, метрах в тридцати от участка монтажа уплотнителя. И для облегчения себе работы операторы монтажа таскали откуда-то левый силиконовый спрей и прыскали им на резинки. А у нас периодически выскакивали партии кузовов с массовыми кратерами. Искали мы эту засаду больше месяца, пока не определили. Дефект шёл не постоянно, и поймали его причину только двигаясь шаг за шагом, исключая многие факторы, пока добрались до соседнего цеха. Потом потребовалось некоторое время для обеспечения стабильности процесса. А дальше персонал у сборщиков менялся, и всё повторялось вновь. Пока этот участок не перетащили от нас подальше.
Во всех автосборочных заводах после конвейеров сборки автомобилей есть зона контроля ЛКП кузова. Обнаруживаются случайные повреждения поверхности во время сборки, и дефекты из цеха окраски. Соответственно требуется ремонт и подкраска обнаруженных дефектов. Так вот, дефектчики на сборке автомобилей для устранения потёртостей на пластиковых деталях в салоне, партизанским способом стали приносить и использовать содержащий силикон спрей. В соседнем помещении была зона ремонта ЛКП автомобилей с камерами, сушилками и прочим необходимым оборудованием. К огда дефектчикам требовалось прыснуть на пластик, а в это время у соседей что то красилось, то результат был вполне ожидаем. Покрасить дефектное место никак не удавалось. Объяснить и доказать сборщикам, что дефект связан с контрабандным аэрозолем было очень сложно. Злодеи из сборщиков не сознавались в использовании спрея даже под пытками, а на окраску валить все беды у сборки это святое дело везде и всегда. Но вот как то у нас получилось поймать за руку соседей. До очередной смены персонала ситуация с кратерами при подкраске автомобилей стабилизировалась.
Большинство пневматического оборудования транспортных систем требует внутренней смазки от систем сжатого воздуха. Существуют специальные устройства - «лубрикаторы» для впрыскивания небольшой дозы жидкой смазки в систему сжатого воздуха. Каждую партию этих масел тоже приходилось проверять на склонность к появлению кратеров . Сколько это выпивает крови в реальных условиях цеха, можете поверить.
Беды от влияния персонала на качество итогового продукта вызваны не тем, что такие злобные у нас люди или нашим пресловутым «менталитетом». Просто каждый человек должен понять, что можно и что ни в коем случае нельзя делать в окраске. В цехе окраски , условно говоря, 600 человек производственного персонала, 400 человек ремонтников и других операторов по обслуживанию оборудования, и около 100 человек инженеров и командиров разных уровней. Непосредственно маляров и дефектчиков, людей работающих с уже окрашенным кузовом, — не более 70-80. У всех остальных рабочих и руководителей первичного звена, есть свой, очень небольшой участок работы. К примеру, грузчик у логистов, маляр по нанесению герметиков на сварные швы, слесарь по обслуживанию транспортных систем видят каждый день свой микромир. Кроме него они просто ничего не видят и не знают. В том числе и своего влияния на общий результат. И вот объяснить каждому, что можно делать и что нельзя — это очень и очень сложно. И большинство проблем в окраске, да и не только в ней, связано с тем, что каждый на своей позиции делает не так, как надо и как прописано в букварях и стандартах, а как считает нужным. И, соответственно, все стандарты работ должны прописать люди, понимающие и знающие процесс. Не только в теории, но и в реальной жизни именно этого цеха и каждого рабочего места оператора.
Вот пока всё это понимается, делается, решается, объясняется и организовывается — уже оказывается, что-то в макромире происходит, и твоё время уже вышло.