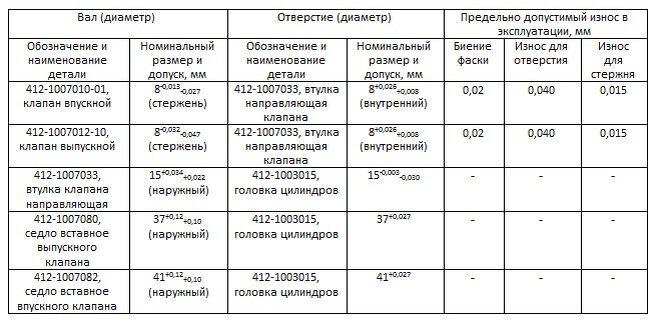
Тщательно очистить клапаны от нагара и лаковых отложений и промыть. При обмерах клапана определяется действительный диаметр стержня и биение рабочей фаски. Замеры диаметра стержня клапана производятся микрометром, а биение рабочей фаски и стержня клапана – на специальном приспособлении. Предельные размеры диаметра стержня клапана, допустимые биение рабочей фаски и диаметральный зазор между отверстием в направляющей втулке и стержнем клапана приведены в табл. 1. Если износ стержня клапана превышает допустимую величину, то клапан должен быть заменён. Повышенное биение рабочей фаски клапана устраняется её шлифованием. Шлифование рабочей фаски также необходимо производить, когда на её поверхности имеются следы прогара, раковины и другие повреждения. Если износ поверхности отверстия в направляющей втулке превышает допустимую величину, то такая втулка должна быть заменена.
При шлифовании (на станке) снимают минимальный слой металла, чтобы вывести черноту, раковины и биение, имеющиеся на рабочей фаске клапана. Если на фаске обнаруживают трещины или сама головка сильно покороблена, клапан выбраковывают. При шлифовании необходимо следить, чтобы всегда оставался цилиндрический поясок не менее 0,5 мм.
Таблица 1