Уже почти год как я приобрел 3D принтер. Решил сменить, ну или приобрести новое хобби.
Много изучал тырнет, просмотрено много видео и прочитано мега километры текста. Так как были навыки в программе SketchUp (посчитал что она мало подходит для моих хотелок) решил изучить DesignSpark Mechanical (DSM), в принципе DSM мне легко далась – ОГРОМНОЕ спасибо ютуберу «Дима Гог».
Ну теперь ближе к теме.
Ради спортивного интереса решил изучить вопрос об изготовлении филамента из пэт бутылок. Как оказалось, все настолько просто как и сложно. Нужны и шаговик и ардуинка и еще много всего. НО я не самурай, у меня ЕСТЬ цель, поэтому решил все сделать попроще, без всяких там шаговых и т.д.
1-типа голова для плавления, брусочек алюминия высверленного по феншую.
2-нагреватель — это простой паяльник труб.
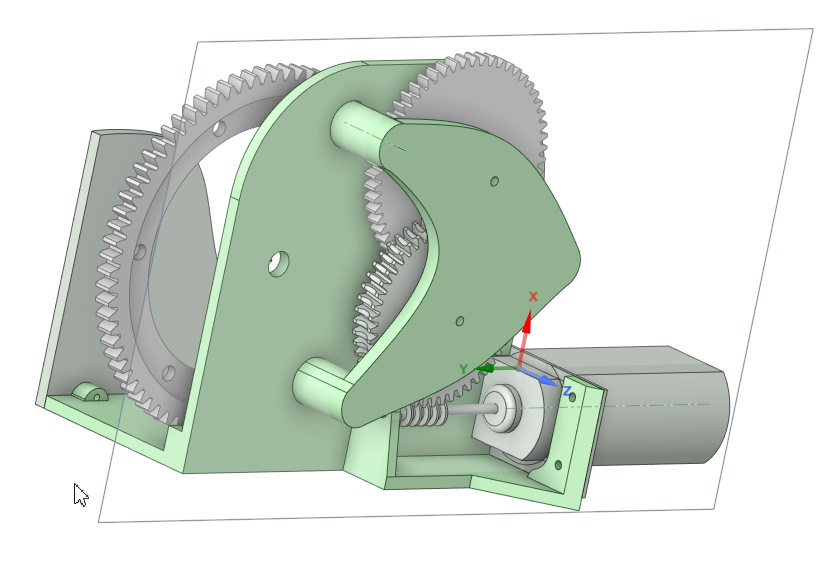
3-протяжка прутка, тут в голову пришла идея простой шестеренчатой передачи с понижением до определенных оборотов. Тем более завалялся мотор от стеклоподъемников.
В дальнейшем задумался о покупке нагревательного блока от 3D принтера (цена адекватная, всего 232р + 4сопла за 171р.), т.к. нагрев контролировать с помощью паяльника не особо удачная идея (но рабочая) да и габариты тоже не айс (паяльник крепил струбциной).
Также с нагревателем купил еще и сопла 0.8мм (типоразмера как на моем принтере, ну мало ли потом попробовать их в печати, родные 0.4мм). Дальше все по феншую – сверлим сверлом по плитке на 8мм и прогоняем основное сверлом 1,65 (какое было тем и сверлил).
Осталось запитать это все. Т.к. увлекаюсь электроникой то бп разных много, и маленькая тележка ))). Для нагревателя регулируемый бп 32В ~9А (по силе тока запас с головой), для протяжки регулируемый бп 24В 3А. Турбину обдува запитал готовым бп 12В 2А (что было, ставил и 9В)
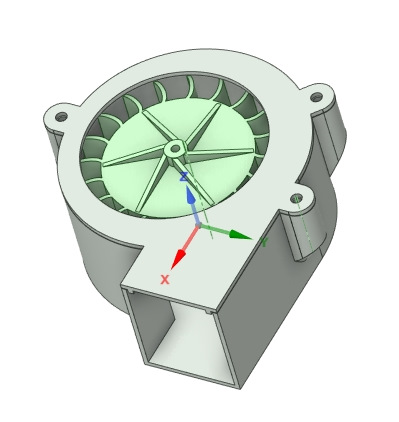
сама турбина
она же из бутылок
В итоге пришел к такому набору:
Нагреватель стандартный с соплом просверленным по феншую.
Протяжка (переделанная под малый двигатель с добавлением шестеренок)
Основное питание модуль БП 24В 9А, нагреватель от понижающего рег. модуля, двигатель протяжки от понижающего рег. модуля, турбина от своего бп (пока так).
Теперь по настройкам всего процесса;
Т.к. термистор на нагревателе NTC B 3950 читаем даташит 210-220` это 515-423 Ом, соответственно нагрев регулируем в этих пределах, Скорость двигателя регулируем чтоб на выходе было 2 оборота в минуту, турбина без регулировки (была регулировка оборотов, но как выяснилось она там не нужна). В дальнейшем все регулируется опытным путем. Так как пластик разный и соответственно температура разная, просто пробуем рукой как натянут пруток, если мягко я добавляю скорость и наоборот. Сейчас это уже все на автоматизме.
По основным настройкам слайсера, я использую UltiMaker Cura
Температура сопла 252-260, зависит от пластика
Температура стола 70-80
Скорость печати до 55 мм/с (главное что бы пруток успевал плавиться, больше температура больше скорость, я остановился на 255 и 45мм/с)
Ну и самое важное, пруток НЕ 1,75мм а 1,65мм (в моем случае), поэтому надо откалибровать подачу. Я делал по-простому – берем модель КУБ печать без крышки, далее толщину стенки ставим 0,4мм (т.е. диаметр сопла которое используем) ну и печатаем, после печати измеряем получившуюся толщину стенки (в разных местах на каждой стенке) и исходя от результата увеличиваем подачу прутка (в моем случае 130%). Поправляем подачу и тестим еще раз до идеального результата.
Конечно из такого материала печатать фигурки, скульптуры и т.д. не особо (хотя некоторые норм), ну а всякие корпуса, шестерни и т.д. где не нужна эстетика – самое то.
редуктор в теплицу, открывает закрывает створку по температуре
Сам пруток, вытянул много, после 2-го км перестал считать
Ну и о своем 3D:
Two Trees BLU-5
Область печати 300х300х400
Самые плюшки — автокалибровка, датчик окончания прутка.
Принтером доволен, тем более учитывая во сколько он обошелся )))))
P.S. — может кому будет интересно )))
Описание-Инструкция +stl — все собрано в архив.
ПОДПИСОВАЙТЕСЬ на наши публикации и вы в гуще СОБЫТЕЙ.