Необходимо обязательно знать дефект сварки и его решение для предотвращения его возникновения.
Наиболее распространенные типы дефектов сварных швов перечислены ниже:
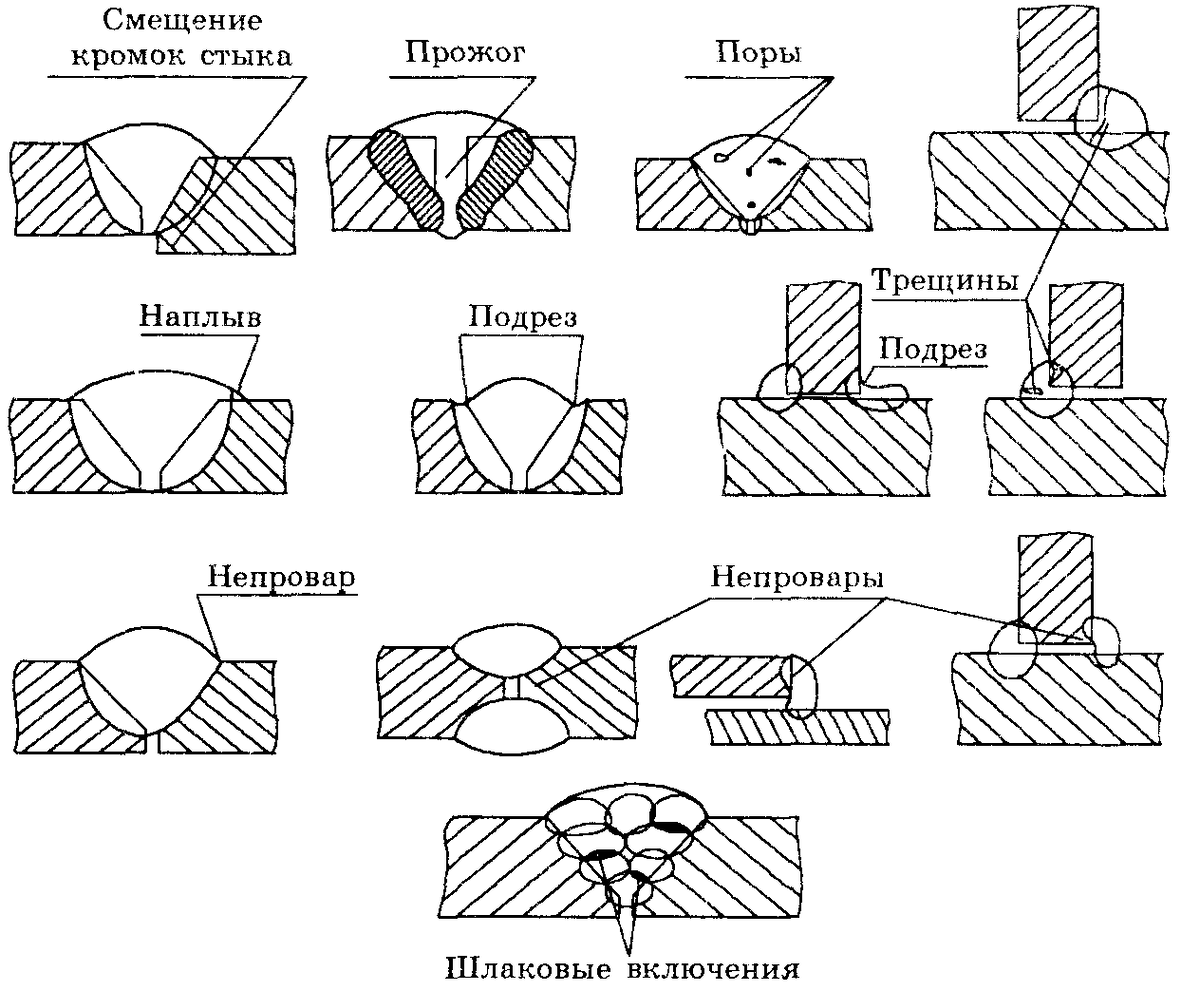
Трещины
Самым распространенным и популярным дефектом в сварке являются трещины. Они могут серьезно повлиять на качество сварки, ослабляя ее. Трещины быстро расширяются и проникают глубже в сварку. Трещины могут возникать в трех различных направлениях:
- Продольно или вдоль шва.
- Поперечно или поперек шва.
- В конце сварного шва после окончания дуги
Подробное знание о дефектах сварки и их причинах поможет предотвратить их возникновение. Трещины могут быть как горячими, так и холодными, в зависимости от состояния. Если у вас возникли проблемы с присадочными металлами, то вероятность появления горячей трещины увеличивается. Важно учитывать, что холодные трещины могут появиться через несколько дней или недель после сварки, и это связано с деформациями в металле.
Для профилактики трещин рекомендуется следовать следующим способам:
- Всегда разогревайте сварной шов перед началом сварки.
- Обязательно убедитесь, что материал присадки сплава является правильным.
- Позвольте соединению расширяться или сжиматься во время сварки и охлаждения.
- Использование газообразного водорода с черными металлами следует избегать.
Включения
Включения – это примеси, которые попадают в сварной шов и оставляют отпечатки, что делает его менее прочным. Чтобы избежать образования шлака, необходимо избегать использования флюса. Шлак должен быть удален из расплавленного бассейна, чтобы он мог плавать на поверхности. Однако, сварка MIG и TIG не позволяет шлаку стекать.
Для предотвращения этих проблем, всегда очищайте основной металл перед сваркой и не допускайте быстрого остывания сварного бассейна при низкой силе тока.
Отсутствие плавления
Отсутствие плавления происходит из-за несовершенного присадочного металла, который не соответствует основному металлу и не прилипает к нему полностью. Это приводит к образованию пустот и зазоров из-за плохой адгезии.
Для предотвращения этой проблемы, всегда необходимо очищать примеси от сварного металла перед сваркой и использовать правильный материал наполнителя и размер электрода. Сохраняйте высокую силу тока. Обеспечьте идеальное состояние факела и дуги.
Пористость
Пористость связана с захватом молекул газа сварным швом, что приводит к его пористости. Когда газ попадает в сварной шов, образуются маленькие пузырьки, делая его похожим на губку. При сварке выделяются различные газы, включая пар, углекислый газ и водород. Они остаются внутри соединения, образуя пузырьки и влияя на его прочность.
Подрез
Подрез - это дефект, характеризующийся появлением пятен или участков, которые меньше исходного основного металла. Они обычно образуют "выемку" в верхней или нижней части сварного шва, что делает шов хрупким и подверженным поломке.
- Чтобы предотвратить подрез, важно продолжать двигать факел в медленном темпе и поддерживать достаточную силу тока.
- Для достижения правильного сварного шва необходимо поместить дугу и факел под прямым углом.
- При выборе защитного газа и методов сварки всегда следует выбирать правильные варианты.
Плохое проникновение
Плохое проникновение связано с недостаточным заполнением стыка шариком, что делает сварной шов уязвимым для разрушения. Чтобы предотвратить это, всегда следите за размером электрода и располагайте его вдоль заготовки таким образом, чтобы не оставалось зазора.
Прожигание
Прожигание - это результат нагрева металла до очень высокой температуры, что приводит к образованию отверстия. Такое отверстие может снизить качество сварного шва. Если заготовка слишком тонкая или настройки сварочного аппарата установлены на высоком уровне, вы можете столкнуться с этой проблемой. Чтобы предотвратить ее возникновение, не замедляйте темп факела и сделайте разрыв меньше. Также важно всегда использовать правильные размеры проволоки.
Под заливкой
Это состояние, при котором шарик спускается ниже металлической поверхности и остается там. Иногда это состояние известно под разными названиями - "колея" или "выпуклый сустав".
Существуют способы для предотвращения этого состояния. Необходимо избегать быстрой движущейся сварки и использовать подходящий электродный наполнитель.
Брызги
Дефект, называемый брызги, может испортить внешний вид сварного шва. В некоторых случаях точность и чистота сварного шва также важны, как его прочность. Когда происходит разбрызгивание, сварной шов выглядит грубым.
Существуют способы для предотвращения разбрызгивания. Хотя полностью убрать все брызги невозможно, их количество можно значительно сократить.
Перед сваркой всегда необходимо проводить очистку основного металла. Установка правильной полярности и использование правильной силы тока также являются важными моментами.
Перекрытие / переворачивание
Перекат или перекрытие происходят, когда сварочный материал покрывает основной металл на носке, образуя угол в 90 градусов при прокатке.
Существуют несколько способов предотвращения этого явления. Не следует использовать низкую скорость движения и негабаритные электроды. Кроме того, необходимо избегать высоких настроек и корректировать силу тока.
Усы
Усы возникают из-за прилипания проволоки электрода к корневой стороне сварного шва. Они появляются, когда электродная проволока выступает из передней кромки. Усы воспринимаются как включения и делают сустав непригодным.
Механические повреждения
Механические повреждения могут возникать по разным причинам, например, при использовании инструментов, таких как молотки, шлифовальные машины и другие. Это очень распространенный тип повреждения.
Чтобы предотвратить механические повреждения, следует соблюдать следующие рекомендации: уменьшайте скорость подачи проволоки, двигайтесь в среднем темпе и увеличивайте расстояние вылипания проволоки.
Кроме того, важно избегать агрессивных действий при борьбе со шлаками и не использовать тяжелые молотки. Также не следует оставлять суставы под давлением.
Зона Сварки
8 адресов:
Телефон