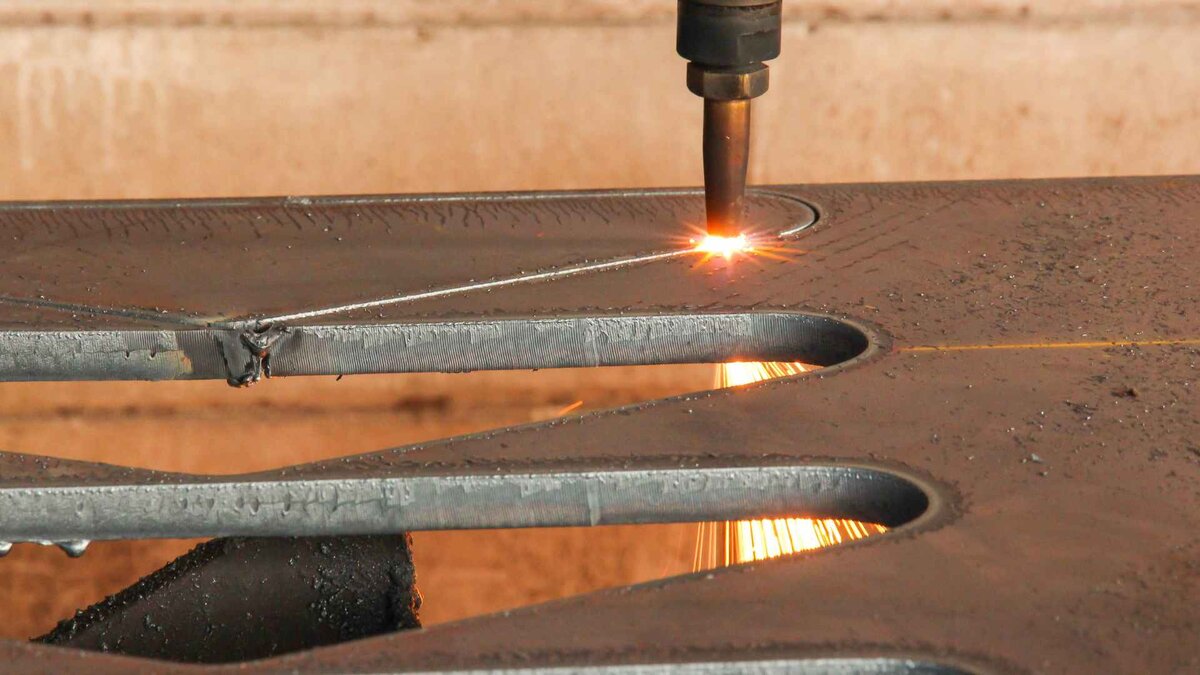
Раскрой металла на детали без дополнительной дорогостоящей обработки становится возможным благодаря работе на установке плазменной резки. Несмотря на высокую стоимость устройства и одного часа его работы, использование плазморезов целесообразно на производствах с большим потоком заказов. Качество реза является важнейшим фактором, определяющим нормальную работу оборудования.
Дефекты могут возникать из-за неправильной настройки установки, неопытности оператора или выхода из строя расходных деталей. Для устранения дефектов при плазменной резке металлов существуют несколько основных способов, вытекающих из указанных причин. При плазменной резке могут возникать различные дефекты.
Машины, используемые для этого процесса, могут быть как ручными, так и с числовым программным управлением. Ручные устройства более сложно настроить и контролировать, поэтому избежать дефектов при работе с ними достаточно сложно. Они не позволяют регулировать важные параметры работы устройства, как это делает ЧПУ. Однако, даже при использовании ручных устройств возможны следующие виды дефектов:
- Появление окалины на кромке металла
- Появление металлических брызг на поверхности обрабатываемой заготовки и капли остывшего металла в нижней части кромки.
Для предотвращения возникновения дефектов и повышения качества производства предлагается использовать несколько методов.
Во-первых, следует минимизировать отклонение от угла среза, не допуская его превышение на 4-8 градусов.
Во-вторых, необходимо контролировать ширину реза, чтобы она не превышала максимального коэффициента, равного двум диаметрам струи.

Также важно избегать появления микротрещин и пор на кромке среза, а также деформации металла, которая может сопровождаться потемнением граней.
Все эти дефекты снижают полезность применения оборудования и требуют либо отбраковки раскроенных заготовок, либо дополнительной механической обработки, что значительно удорожает производство. Поэтому в интересах предприятия необходимо уменьшить возможность появления любых отклонений от общепринятых норм и применять все доступные способы для достижения этой цели.
Корректировка направления дуги плазмы является одной из восьми возможных методов улучшения качества реза. Важно поддерживать угол 90 градусов справа от линии реза, и для этого необходимо правильно настроить оборудование.
Например, чтобы создать идеально ровные отверстия, необходимо последовательно менять направление движения в противоположную сторону.
Другие способы предотвращения дефектов при работе на плазменной резке
Для достижения идеального среза материала нужно настроить скорость перемещения сопла, расстояние до поверхности заготовки и мощность газовой струи. Важно также учитывать соответствие производительности оборудования толщине и виду раскраиваемого материала. Если вторичная обработка металла не предусмотрена, то необходимо добиваться идеального среза путем настройки указанных параметров.
Чтобы избежать бракованных изделий, важно своевременно менять расходники. Замена электрода должна производиться одновременно с заменой сопла, а кольца уплотнений следует обрабатывать специальной смазкой в нужном количестве. Если появляются трещины или обрывы кольца, их необходимо заменить.
Для равномерного нагрева всей толщины металла, рекомендуется выставлять сопло перпендикулярно заготовке. Если поверхность проката имеет впадины, наплывы или зазубрин, это может значительно снизить качество обработки. В таком случае, рекомендуется предварительно обработать лист или выбрать другую заготовку.
Следующим шагом является выбор напряжения в зависимости от толщины и марки металла. Этот параметр, также как и расстояние до поверхности заготовки, регулируется после каждой замены расходных материалов.
Качество среза напрямую зависит от скорости движения резака. Правильная скорость позволяет избежать наплывов и обеспечивает более ровную кромку с сохранением молекулярной структуры металла. Благодаря этому параметру, необходимость в дополнительной обработке заготовок сокращается значительно.
Для достижения высокого качества обработки металлов плазмой необходимо учесть не только непосредственные факторы, но и косвенные причины, например, качество подачи газа. При наличии утечек газа мощность плазменной струи снижается, что негативно сказывается на качестве резки. Чтобы обнаружить утечки, можно использовать мыльный раствор.
Вибрация также может приводить к появлению дефектов. Для предотвращения этого необходимо перед началом работы проверить все крепления и корректно настроить раскройный стол, чтобы исключить его раскачивание.
Надеемся, данная статья была полезной. Ставьте лайк и комментируйте, как вы справляетесь с аппаратом плазменной резки.
Зона Сварки
8 адресов:
Телефон