Столярные стамески предназначены для снятия фасок, зачистки гнезд, подрезки подгоняемых соединений, обработки криволинейных поверхностей, получения небольших углублений, раскроя шпона и во многих других случаях резания древесины. При резании на стамеску давят нажимом руки. Только в случае необходимости допускаются легкие удары киянкой по рукоятке стамески.

Столярные стамески относятся к инструментам широкого и разнообразного назначения. По своему устройству и назначению от них отличаются стамески для резных и токарных работ.
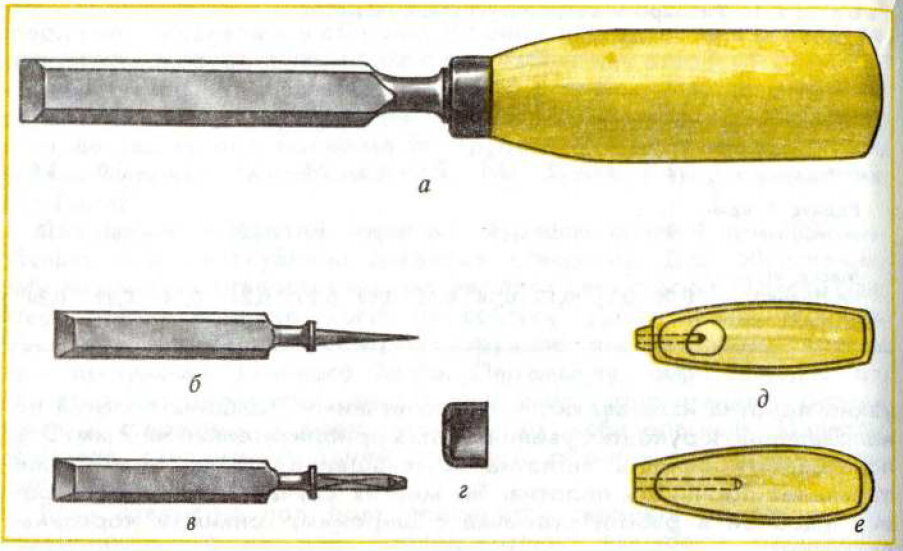
Стамеска состоит из полотна, на одном конце которого находится фаска, образующая лезвие, а на другом конце расположено устройство для крепления рукоятки (штылька).
Обычно рукоятку насаживают на конический или призматический хвостовик.
Иногда полотно в СССР снабжали не хвостовиком, а конической трубкой, в которую вколачивают рукоятку. Рукоятки делали деревянными или пластмассовыми. Деревянная рукоятка имела колпачок, предохраняющий ее от раскалывания.
По форме полотна стамески бывают плоские и полукруглые. В советских полукруглых стамесках фаска обычно расположена с наружной (выпуклой) стороны. Иногда само лезвие устраивают овальным, как в шерхебеле. Полотна у стамесок могут быть узкие 2-6 мм и широкие 40-50 мм
Размеры и масса полукруглых стамесок
По толщине (у конца с фаской) они бывают тонкие 2-2,5 мм и толстые - 4 мм. Наименьшей прочностью обладают узкие полотна. Однако в практике именно узкие полотна изготовляют и более тонкими. Толщина полотна по направлению к рукоятке увеличивается приблизительно на 2 мм. Это повышает прочность полотна.
Уменьшение длины его также повышает прочность полотна. Во многих случаях оказывается более удобной в работе стамеска с широким, тонким и коротким полотном.
Рукоятки у советских стамесок могут быть круглыми или эллипсными. Предпочтение отдавали эллипсным, потому что круглая рукоятка не позволяет стамеску надежно ориентировать в кисти руки. При круглой рукоятке рука не чувствует положение лезвия.
Чтобы круглая рукоятка, полученная токарной обработкой, была бы более удобной, на ней делают скосы, превращая круг в эллипс. Большая ось эллипса должна быть параллельна полотну.
Стандартные советские стамески, изготовленные по ГОСТ 1184-80, должны быть длиной не менее 240 мм. Длина полотна от лезвия до рукоятки около 110 мм. Ширина плоских стамесок (лезвия) 4, 6, 8, 10, 12, 18, 20, 25, 32, 40 и 50 мм. Толщина полотен у фаски шириной 4 -10 мм - 3 мм и полотен шириной 12-50 мм - 4 мм. У широких стамесок устраивают боковые фаски, которые облегчают затачивание и улучшают условия резания краем лезвия.
Марка стали. В СССР полотна стамесок производили из стали марок 9ХФ, 7ХФ, 9ХС, ХВГ, У7, У7А, У8, У8А. Твердость на длине не менее 0,7 рабочей части полотна должна быть HRC 57-64. Фаски у стамесок затачивают под углом 20-30°.
У полукруглых стамесок фаски могут быть как с наружной (выпуклой), так и с внутренней стороны. Режущая кромка (лезвие) должна быть остро заточена. Рукоятки изготовляют из Древесины бука, граба, клена, белой акации или других твердых пород или ударопрочной пластмассы.
Для работы требуется чаще не одна стамеска, а несколько разных размеров. Для таких случаев предприятия выпускали в продажу стамески комплектами или наборами, по несколько штук.
Например, в один из комплектов входили стамески шириной 6, 10, 16 и 20 мм. Наборы в СССР упаковывали в коробки, ложементы либо сумки. В таком виде стамески могут храниться у рабочего места.
Стамеска усовершенствованной конструкции состоит из полотна 1 с плоским хвостовиком и деревянной рукоятки 2. Последнюю собирают из двух шпоновых накладок, между которыми закреплена промежуточная пластина 5. В хвостовике выполнены отверстия, заполняемые вставками. Хвостовик размещен в промежуточной шпоновой пластине. Все соприкасающиеся поверхности между собой склеены.
При групповой технологии принятая форма хвостовика позволяет применять экономичный раскрой стальной полосы. Применение шпона и многослойность клееной рукоятки значительно повышает ее прочность. Стамеска данной конструкции обладает некоторыми преимуществами в процессе массового производства и в условиях ее эксплуатации.