Осталиванием называется процесс получения твёрдых износостойких железных покрытий из горячих хлористых электролитов. Процесс осталивания применяется в авторемонтном производстве главным образом в целях компенсации износа деталей. По сравнению с процессом хромирования он имеет следующие преимущества: высокий выход металла по току, достигающий 85 – 90% (в 5 – 6 раз выше, чем при хромировании); большую скорость нанесения покрытия, которая при ведении процесса в стационарном электролите достигает 0,3 – 0,5 мм/ч (в 10 – 15 раз выше, чем при хромировании); высокую износостойкость покрытия (не ниже чем у стали 45 закалённой); возможность получения покрытий с твёрдостью 2000 – 6500 МПа толщиной в 1 – 1,5 мм и более; применение простого и дешёвого электролита. Эти достоинства процесса осталивания объясняют его широкое применение в практике ремонта автомобилей.
В качестве электролита при осталивании применяют водный раствор хлористого железа (FeCl2 • 4H2O), содержащий небольшое количество соляной кислоты (HCl), и некоторые другие компоненты, которые вводятся для повышения прочности сцепления покрытия с подложкой (хлористый марганец MnCl2 • 4H2O) или для улучшения износостойкости (хлористый никель NiCl2 • 4H2O).
Концентрация хлористого железа в электролите может изменяться в пределах 200 – 700 кг/м3. Электролиты с низкой концентрацией хлористого железа (200 – 220 кг/м3) обеспечивают получение покрытий небольшой толщины (до 0,3 – 0,4 мм), но высокой твёрдостью. Из электролитов высокой концентрации (650 – 700 кг/м FeCl2 • 4H2O) могут быть получены покрытия толщиной 0,8 – 1 мм и более, однако с меньшей твёрдостью.
Содержание соляной кислоты в электролите должно быть в пределах 1,2 – 3 кг/м3. При более низком содержании её снижается выход металла по току и в электролите образуется гидроокись железа, которая, попадая в покрытие, ухудшает его качество. Повышение кислотности электролита не ухудшает качества покрытия, но также снижает выход металла по току.
Наиболее рациональным является электролит средней концентрации, содержащий 400 +/- 20 кг/м3 FeCl2 • 4H2O, 2 +/- 0,2 кг/м3 HCl и 10 +/- 2 кг/м3 MnCl2 • 4H2O. Этот электролит стабилен в работе и почти не требует корректирования состава по содержанию основной соли, обеспечивает получение равномерных покрытий с необходимой твёрдостью и толщиной, имеет высокий выход металла по току и способствует повышению прочности соединения покрытий с поверхностью детали, так как содержит хлористый марганец.
Осталивание производят с растворимыми анодами, которые изготавливают обычно из малоуглеродистой стали 08 или 10. При растворении анодов образуется шлам, поэтому во избежание загрязнения электролита аноды помещают в чехлы из стеклоткани.
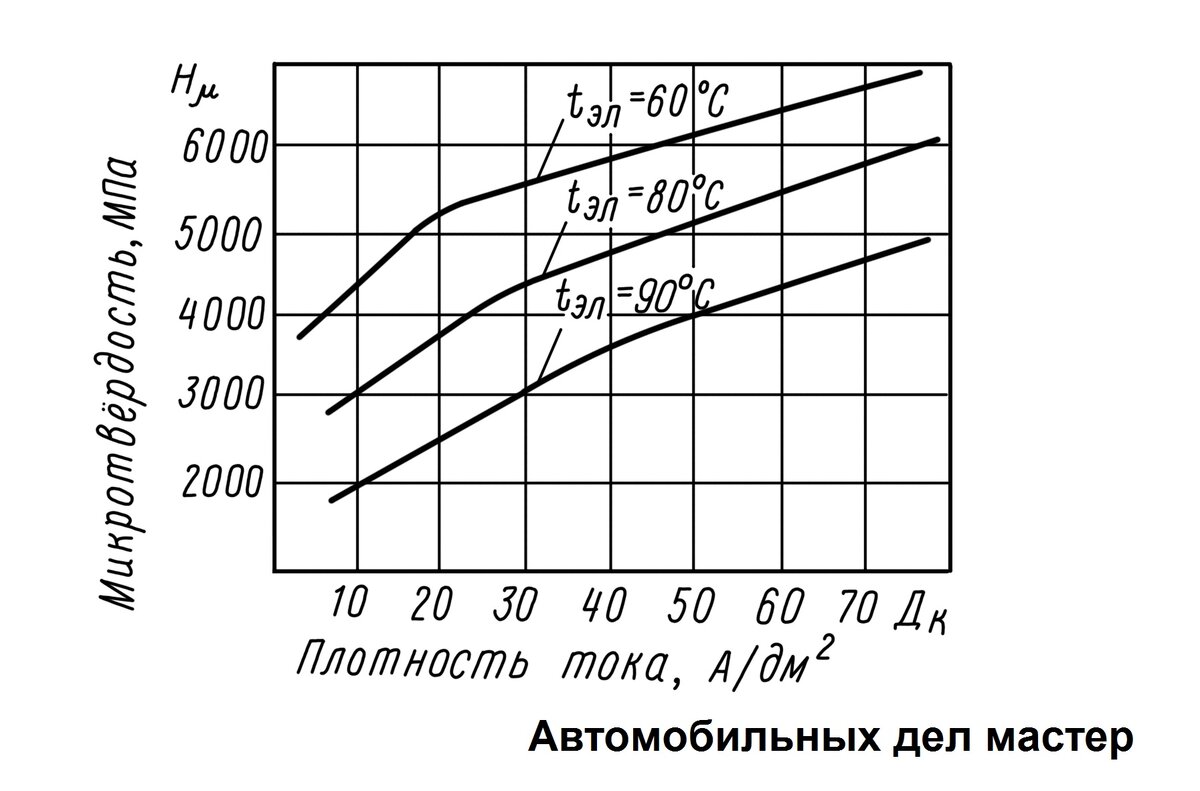
Свойства железных покрытий, так же как и при хромировании, зависят от режима их нанесения. Твёрдость покрытия увеличивается с повышением катодной плотности тока и с понижением температуры электролита.
Электролитическое железное покрытие имеет высокую прочность сцепления с подложкой. При осаждении покрытия на стальные детали прочность сцепления составляет 400 – 450 МПа.
Износостойкость покрытия приближается к износостойкости деталей, изготовленных из стали 45, закалённой токами высокой частоты.
Усталостная прочность деталей, восстановленных осталиванием, снижается. Это снижение усталостной прочности при нанесении покрытия толщиной 0,75 мм на образцы из нормализованной стали 45 в зависимости от режима достигает 10 – 30%. Причиной снижения усталостной прочности являются растягивающие внутреннее напряжение в покрытии. Низкотемпературный отпуск (150 - 250° С) восстановленных осталиванием деталей приводит к ещё большему снижению усталостной прочности. Отпуск при температуре 450° С значительно уменьшает снижение усталостной прочности, однако также не может быть рекомендован, так как при этом твёрдость покрытия снижается на 30%.
В целях повышения качества покрытий и интенсификации процесса при осталивании применяют нестационарные электрические режимы. В электрических схемах установок для осталивания при этом применяют переменный ток. Эти схемы обеспечивают подачу в межэлектродное пространство в течение одного периода двух импульсов тока – катодного и анодного, величина которых легко регулируется. Регуляторы напряжения в схемах обеспечивают плавную регулировку величины катодного тока. Величина анодной составляющей тока в электрической схеме питания установок для осталивания асимметричным током регулируется реостатом, а в схеме питания пульсирующим током – путём смещения времени открытия тиристора.
При осталивании с применением нестационарных электрических режимов импульс анодного тока разрушает прикатодную плёнку, богатую вредными включениями (например, гидроокисью железа), и имеющую пониженную концентрацию ионов двухвалентного железа. В связи с этим снижается поляризация электродов и уменьшается количество инородных включений в покрытии, то есть улучшается его качество. Снижение поляризации электродов позволяет увеличить применяемую плотность тока и таким образом повысить производительность процесса. Применение нестационарных электрических режимов при осталивании повышает также равномерность покрытия по толщине, так как анодная составляющая тока при растворении металла покрытия снимает его прежде всего с выступающих частей.
Процесс нанесения покрытия при осталивании производится в стальных ваннах, внутренняя поверхность которых футерована кислостойким материалом. Учитывая повышенную агрессивность хлористых электролитов, в качестве футеровки для ванн применяют графитовые плитки, пропитанные смолой, хорошая теплопроводность материала которых позволяет производить нагрев электролита в таких ваннах через водяную рубашку.
Ванны для осталивания изготавливают также из фаолита. Этот материал обладает высокой кислотостойкостью, но имеет плохую теплопроводность, поэтому нагрев электролита до требуемой температуры в этом случае производят нагревателями, помещёнными в электролит.
Проведение осталивания в ваннах затрудняет его применение при восстановлении изношенных поверхностей крупногабаритных деталей (например, корпусных). Поэтому в последние годы получил применение процесс вневанного проточного осталивания. В этом случае электролит насосом прокачивается через электролизную ячейку, образованную восстанавливаемой поверхностью детали и уплотнениями. Внутрь восстанавливаемой поверхности устанавливается анодный стержень.
Проточное вневанное осталивание не только расширяет номенклатуру восстанавливаемых деталей, но и повышает производительность процесса и улучшает качество покрытия. Производительность процесса возрастает в 10 – 15 раз за счёт снижения поляризации электродов и возможности применения более высоких плотностей тока. Качество покрытия улучшается за счёт уменьшения при протоке электролита посторонних включений.
При применении протока электролита в сочетании с электролизом на асимметричном переменном токе значительно расширяется область режимов, при которых получаются беспористые покрытия с твёрдостью до 4500 – 4750 МПа. Применение проточного вневанного осталивания на асимметричном переменном токе снижает внутренние напряжения и, следовательно, уменьшает влияние покрытия на усталостную прочность деталей.
При применении нестационарных электрических режимов и протока электролита к числу факторов режима, оказывающих существенное влияние на качество покрытий, добавляется скорость протока электролита. Скорость протока электролита в условиях производства рекомендуется поддерживать в пределах 0,7 – 0,9 м/с, а качеством покрытия управлять путём изменения плотности тока и температуры электролита.