Режимы сушки окрашенных кузовов задаются производителем эмали. Во всех букварях и этикетках на таре с ЛКМ о режимах часто говорится примерно вот так.
- сушить при температуре не ниже 125-130 градусов 15 минут.
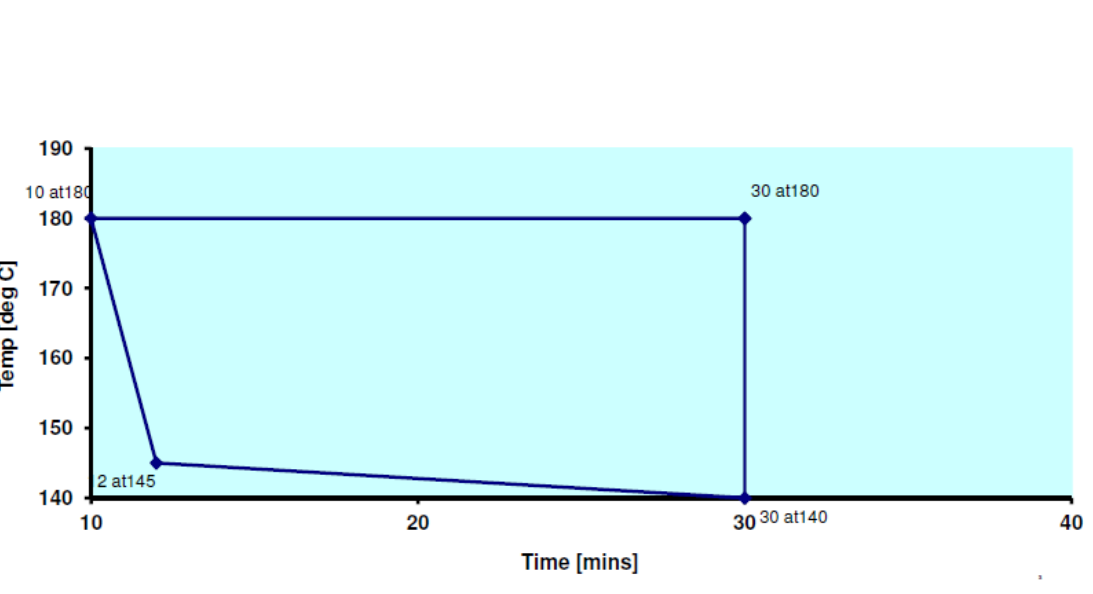
Цифры я обозначил близкие к реальности, но условные. Вроде всё понятно и правильно. Но оказывается, должно быть немного не так. Полимеризация, к примеру, меламиноалкидных эмалей, начинается раньше, примерно с 90-100 градусов. И время тоже точно 15 минут никогда и нигде не бывает. Поэтому нормальные производители дают в своих документах на материал так называемое «окно сушки» Даются пределы по времени выдержки и значениям температуры от минимально до максимально допустимых
К примеру "Температура сушки от 115 до 145 градусов при времени выдержки от 10 до 30 минут". Значения тоже очень даже условные.
Почему так. В реальном производстве сушка кузовов идёт на напольных скидовых конвейерах в проходных сушилках тоннельного типа. Температура важна не воздуха внутри сушилки и которую показывают термометры, а металла с нанесённой эмалью. Причем при заходе в сушилку кузов не сразу нагревается до нужной температуры, а через какое то время. И не очень равномерно по высоте кузова. Низ кузова, пороги и днище и более массивны, чем крыша и стойки, требуют себе более длительного времени для нагрева. И сама температура в сушилке, как в бане, наверху всегда выше, чем внизу. Выходит, что места, наиболее сложные в эксплуатации, и которые нуждаются в качественной просушке, имеют больше рисков к недосушке. Верх же кузова имеет больше рисков к пересушке покрытия. Эта зона как раз наиболее рисковая по сколам.
Самое плохое в такой ситуации, что возможность контролировать сушку по зонам поверхности кузова появилась очень даже недавно. А приборы для контроля реальных режимов сушки безумно дорогие, производятся далеко за рубежом. Я сомневаюсь, что все российские автозаводы имеют их сейчас, а лет 20-25 назад их просто и не было в природе. На ГАЗе с приходом конкурирующих фирм, даже несколько раньше, появились такие приборы.
Как это работает. Коробочку с кучей датчиков, закреплённых в разных точках кузова, пропускают через сушильную камеру в потоке кузовов. Потом данные из коробочки после обработки на компьютере выглядят примерно как на рисунке.
Контроль сушки ЛКП в прежние времена и много где сейчас, ведётся обязательно и по температурным датчикам, расположенным внутри сушильной печи, по зонам. Технологические карты и режимы работы печи всегда жёстко контролируются на нормальных автозаводах, документация с самописцев температуры архивируется на длительное время службами качества.
Хорошего для долговечности покрытия и антикоррозионной стойкости с неправильно высушенной плёнкой эмали или грунтов нет. К счастью, «окно сушки» практически всех материалов, применяемых для окраски автомобилей, достаточно широкое и допускает колебания заданных параметров по времени и температуре без снижения качества. Конечно, при условии организованной на предприятии системе наладки оборудования и контроля за всем окрасочным хозяйством.
Проверка и мониторинг качества ЛКП кузовов после сушки проводится на заводах с использованием специального инструмента и обученным персоналом. Постоянно пропускаются на кузовах образцы-спутники - пластинки окрашенные вместе с кузовом. Их царапают, колотят, гнут, мочат в специальных камерах. Существуют регламенты этих работ, контроль за их выполнением в нормальных заводах работает и эффективен. А иностранцы не жалеют и кузова для вырезания из всех частей кузова образцов. Эти образцы исследуются и в цеховых лабораториях, и отправляются в лаборатории поставщиков материалов, и в центральные исследовательские центры автоконцернов. Контроль за качеством окраски идёт тотальный и постоянный.
Как сделать проверку высыхания ЛКП попроще и побыстрей. Есть несколько вполне реальных способов. Их можно использовать даже на своих автомобилях. При необходимости и желании.
- Твердость обычного человеческого ногтя на руках соответствует, конечно очень приблизительно, необходимой твёрдости покрытия кузова. Не царапается ногтем - очень даже хорошо.
- Есть такие карандаши, торговая марка «KOH-I-NOOR» с различной твердостью грифеля. Есть вполне официальные таблицы для определения твёрдости ЛКП по маркировке на карандаше. Только уж надо быть уверенным в отсутствии подделки.
- Самый объективный способ - «ацетоновый тест». Салфетку, смоченную активным растворителем, подержать с минутку на поверхности покрытия. Только уж не на солнце или в мороз. Если салфетка не окрасилась, это при применении однослойных эмалей, или не стала чуть липкой при лаковом покрытии — гарантия того, что покрытие просушено. Бензином лучше не надо, вполне подойдет растворитель 646 или ацетон. Только вот беда, 646 растворитель может сейчас по составу быть чем угодно.
- В производстве степень высыхания ЛКМ определяется очень даже просто. Полностью отверждённый и не пересушенный материал шлифуется шкуркой без проблем. При пересушке шкурка скользит, при недосушке — не шлифует, забивается. Приходится недосушенный кузов пускать через печь эмали повторно, естественно, производительность линии при этом теряется. И это не то что мастера такие на линии хорошие. Просто не полностью высушенный грунт без дефектов окрасить или отполировать невозможно.
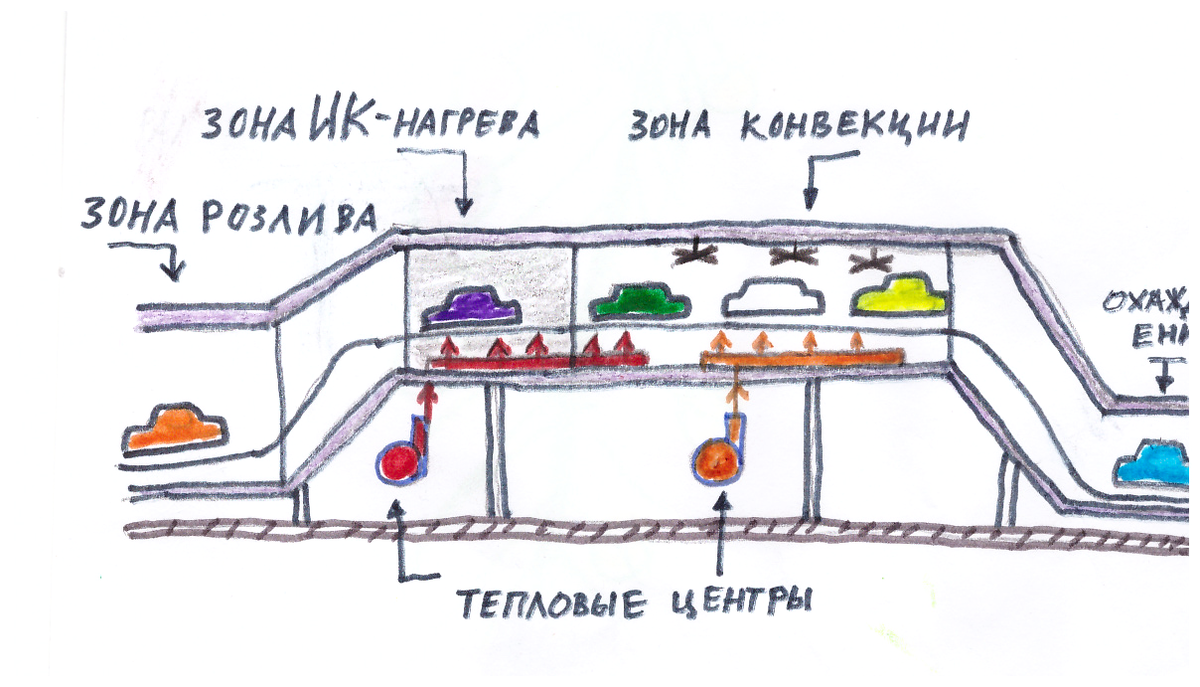
После нанесения верхнего слоя или эмали, или лака, всегда необходима выдержка покрытия без подогрева для испарения растворителя. А ЛКМ должен успеть «разлиться» по поверхности для получения нормального результата по «шагрени».
Слой имеет толщину во всех случаях 30-50 микрон, и если по верхней части начнёт формироваться плёнка, до испарения большей части растворителя, это будет плохо для внешнего вида ЛКП. Очень мелкие пузырьки начинают пролезать через подсохшую плёнку и проявляться в итоге в виде многочисленных мелких кратеров на поверхности. На нашем сленге -покрытие «кипит».
Борьба с этим явлением идёт двумя путями при проектировании сушилок. После финишного покрытия есть в большинстве случаев «камера растекания», для улучшения розлива. А в начале печи иногда ставятся панели инфракрасного нагрева. По-хорошему сушка покрытия определяется температурой металла, и нагрев кузова желательно начать пораньше, от металла.
А в жизни получается, что вентсистемы окрасочной камеры и сушильной печи активно общаются между собой. Перетекание воздушного потока возможно в обе стороны по ряду причин, вполне жизненных и даже не аварийных. И вот ловим на выходе из сушилки на линии контроля качества дефекты, которые не приемлемы по всем стандартам на ЛКП. Даже по ГОСТу. Кроме упомянутого "кипения". При накоплении паров растворителя в камере розлива получается на ряде материалов дефект «мороз», очень красивый, и реально напоминающий морозные узоры на деревенском окне.
Лекарства тут два. Первое — персонал должен очень строго соблюдать регламентные работы на оборудовании. Не только системы фильтров, но много ещё чего. И, может, когда поговорим и об этом. Второе — производитель материала готовит свою модификацию всех поставляемых на конкретный завод материалов, учитывающую не только системы сушки, но и очень много других особенностей оборудования у покупателя. Каждый автозавод имеет свой материал при закупках у поставщиков. И просто так материал, успешно применяемый, к примеру, на ВАЗе, на ГАЗе будет работать с проблемами. Это мы не раз испытали на себе.
В конце концов и наши ЛКЗ пришли к выводу. что свои материалы надо не только просто продавать, как сметану. И стали модифицировать под особенности оборудования покупателей при поставках на конкретные линии. И даже закреплять специального сервисного инженера от ЛКЗ у покупателя. Пока это налаживалось, пока всё обкатывалось, российские заводы к концу нулевых годов практически потеряли свои продажи на автозаводах. У наших бывших партнёров такая система работы была налажена с самого старта сотрудничества. К тому же материалы были новых поколений, металлоэффектные эмали, полиэфирные грунты, и много чего ещё, не очень видимого автовладельцам.
Это очень лично мне неприятно, так как очень многие современные ЛКМ уже тогда начинали производится на Российских заводах, вполне отвечающие по своим характеристикам не слишком высоким требованиям наших автомобилей. Но — отработанных материалов у производителей в России не было, по ценам и стоимости применения российских материалов выигрыша тоже не было видно. А сервисное сопровождение вообще отсутствовало. Потом, позднее, — рынок уже занят, и вновь попасть на него ещё та задача.
Всё это, повторюсь, было лет семь назад, пока работал. И это только моё личное мнение, со своей колокольни, по доступной информации. Что сейчас — не знаю.
Вернусь к процессу сушки покрытия. Одним из самых массовых дефектов на ЛКП везде и всегда является сор. Как внутри плёнки окраски, так и на поверхности. Так вот, в большинстве случаев сор сверху покрытия как раз появляется в сушилке. Как с ним борются? По конструкции — максимально при проектировании и строительстве пытаются снизить количество всяких труб и перегородок внутри, особенно в первой трети сушки, когда покрытие ещё немного не подсохло и собирает на своей клейкой поверхности всё, что летает внутри сушильной камеры. Так называемый принцип «чистой стены». Это делается, чтобы сор нигде по уголкам не собирался и его было возможно удалить при регулярной очистке. Я уже упоминал про ИК панели в начале камеры, которые сокращают время пребывания в сушилке покрытия во влажном состоянии.
При обслуживании вентсистем очень важно отрегулировать правильно воздушные потоки внутри камеры сушки и обеспечить их стабильность. График очистки всего подряд и применяемые для этого дела материалы и методы, песня отдельная, невесёлая и очень в производстве важная. Не сразу получается спланировать, а тем более всё выполнять правильно. Слишком частые очистки сушек не помогают снизить сор на покрытии, а наоборот вредят.
Конструктивные ухищрения грамотные конструкторы применяют, чтобы сушилка получила возможность выравнять температурные режимы по верху и низу камеры сушки. Полностью такой перекос устранить невозможно, но если с ним постоянно не бороться, получим пониженные защитные свойства ЛКП по низу кузова. Грамотные специалисты по обслуживанию сушильных печей очень важны для производства. Не всегда получается их иметь и сохранить.
Как всегда, у меня получается сумбурно и не очень по порядку. Но всё написано без фантазий, только то, что было или есть в реальности. Копирую только похожие фотки и таблички из общего доступа. Реальных фотографий нашего производства в природе почти нет и не было. На сборке автомобилей - сколько хочешь.
А точные данные по характеристикам материалов и процессов — это собственность не моя, даже если что и помнится.