Промышленные лазеры появились в конце 80-х годов. Что изменилось в технологиях за 35 лет и какие есть тенденции развитии лазеров? Обсудим в статье

Три кита лазерных технологий
В современной промышленности на сегодняшний день используются 3 лазерных технологии:
- твердотельные на кристаллах,
- газовые
- волоконные.
У каждого есть свои преимущества и недостатки.
Твердотельные лазеры на кристаллах
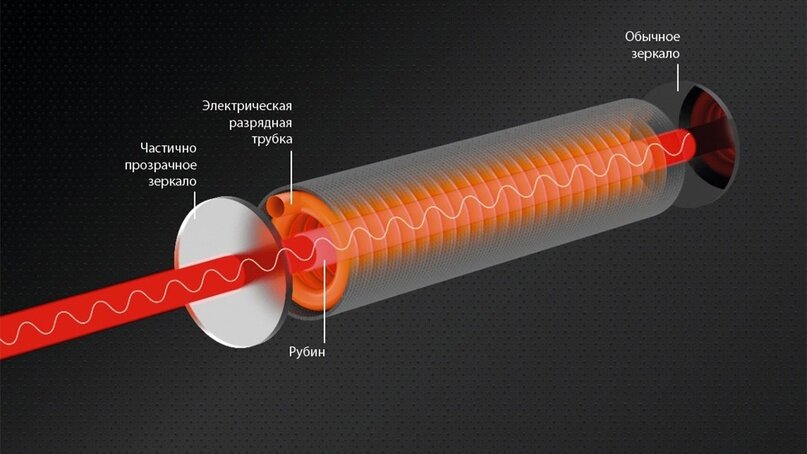
В 90-ые и 2000 гг использовались твердотельные установки на рубиновых и сапфировых кристаллах, но они уже тогда считались устаревшими, т.к. характеристики были хуже, чем у газовых моделей.
В таких устройствах рабочей средой служит твердый кристалл, который имеет форму стержня. Материалом кристалла служили искусственные рубины, александриты, титан-сапфиры, фториды иттрия-лития, алюмо-иттриевые с легированием редкоземельными элементами и т.д.
Хотя твердотельные лазеры на кристаллах считаются устаревшими, они до сих пор используются в промышленности, например, для маркировки готовых изделий, резки и сварки неответственных деталей.
Преимущества технологии твердотельных лазеров на кристаллах:
- высокая точность и малая ширина реза — можно обрабатывать тонкие детали сложной конфигурации;
- подходит для обработки металлов с высокой отражающей способностью: алюминия, серебра, меди;
- диапазон длительности импульса — от 10-2 до 10-14 с;
- относительно высокая удельная мощность, которая позволяет резать и сваривать листы металла толщиной до 15-20 мм;
- широкий диапазон длины волн — от 0,69 до 5,5 мкм;
- может генерировать ультракороткие импульсы длительностью не более 4 фемтосекунд;
- благодаря высокой яркости подходит для изготовления строительных уровней и различного рода указателей.
Основной минус твердотельных лазеров — необходимость оптической накачки и низкий КПД. Энергия проходит две ступени преобразования: электричество — свет — лазерный луч. Из-за этого даже при использовании диодных источников КПД твердотельных лазеров не превышает 20%. Кроме этого, при прохождении луча через систему зеркал происходит частичная потеря мощности, что также негативно сказывается на эффективности этих устройств. Да и сами установки обычно выдают излучение не более 20 кВт, но чаще используются модели до 8 кВт.
Газовые лазеры СО2
С конца 90-х до начала 2010-х годов потребовались более мощные лазеры, на смену твердотельным пришли газовые лазеры, они позволили резать и сваривать толстый металл. Это более продвинутые устройства, в них средой усиления служит газ: СО2, гелий, неон, азот или их смесь. Газовые лазеры используются для резки и сварки металлов толщиной свыше 15-20 мм за счет высокой мощности излучения.
Преимущества газовой лазерной технологии:
- высокая мощность до 100 кВт;
- дешевы в обслуживании благодаря простой конструкции и недорогим лазерным трубкам;
- более высокий КПД по сравнению с твердотельными лазерами — до 30%;
- можно обрабатывать неметаллические материалы — ткань, кожу бумагу;
- относительно низкое потребление энергии.
Но и у газовых лазеров есть недостатки, основных три:
- все еще низкий КПД,
- сильный нагрев лазерных трубок и их небольшой срок службы,
- точность реза и сварки у газовых аппаратов ниже, чем у твердотельных устройств.
Волоконные лазеры
Волоконный лазер отличается от твердотельного лазера тем, что его рабочей средой является оптическое волокно с иттербиевым покрытием вместо кристалла. Внутри такой лазерной трубки находится кабель, оптические резонаторы — чаще всего Фабри-Перо и отражатели. В волоконных лазерах не используется сложная система зеркал или специальных линз, они там попросту не нужны.
Идея волоконного лазера была разработана еще в начале 60-х годов. Но тогда ученые не смогли преодолеть существенный недостаток новых установок — излучение быстро затухало при прохождении по оптическому кабелю из-за несовершенства технологий. Только спустя 40 лет, в начале 2000-х годов, эта проблема была окончательно решена благодаря использованию эрбиевых волокон.
Но их мощности было недостаточно, поэтому разработчики пробовали различные легирующие покрытия и наконец к началу 2010-х появились установки с иттербиевым волокном в качестве рабочей среды, которые обладали хорошей выходной мощностью и стабильностью луча. Именно тогда волоконные лазеры начали активно внедрятся во все сферы производства.
Какие еще преимущества есть у волоконных лазеров?
- высокий КПД — свыше 30%, в некоторых случаях может достигать даже 70%;
- нет потерь мощности из-за отсутствия системы зеркал, то есть волоконный лазер может обрабатывать более толстый металл, чем газовый или кристальный аналогичной мощности;
- более высокая скорость резки и сварки по сравнению с предыдущими типа аппаратов;
- лучшее качество швов и кромок благодаря точности и стабильности лазерного луча;
- компактность — подходят для использования в ограниченном пространстве;
- требуют в 4-5 раз меньше воды для охлаждения.
Тренды лазерных технологий
Все современные производители волоконных лазеров стремятся к увеличению их выходной мощности до 50 кВт. Такие лазеры отличаются очень высокой скоростью реза — до 100 м/мин и могут обрабатывать металл толщиной до 100 мм, обеспечивая при этом качественные кромки без необходимости дополнительной обработки
В ближайшем будущем можно ожидать увеличения мощности лазерных излучателей до 80 кВт. Такие модели уже могут конкурировать с газовыми и применяться для резки и сварки крупных деталей, например, мостовых и строительных конструкций, ответственных участков нефтепровода.
Какие минусы есть у волоконных лазеров?
У этой технологии почти нет недостатков. Единственный минус - цена, которая зависит от выходной мощности устройства. При этом, волоконные лазерные аппараты не сильно дороже других типов оборудования, а с некоторыми уже сравнялись по стоимости. Если взвесить все преимущества волоконных лазеров, то они говорят о том, что приобретать такие станки намного выгоднее.
Рассказать про все особенности сварочного оборудования, а также подобрать оптимальный станок для вашего производства могут специалисты компании “Технограв”.
“Технограв” является генеральным партнером №1 по поставкам лазерного промышленного оборудования SENFENG в России, сотрудники регулярно проходят обучение на заводе-изготовителе, а сервисная служба имеет десятилетний опыт обслуживания станков клиентов.
Чтобы посмотреть каталог оборудования и получить консультацию специалиста, переходите на сайт