
Поступил заказ на проведение ремонта подшипниковых опор в корпусе цилиндрического редуктора, который является частью главного привода клети стана 450.
Необходимо было восстановить 8 посадочных мест под подшипники. Работы по ремонту требовалось выполнить на месте, в цехе, во время остановки стана для проведения капитального ремонта.
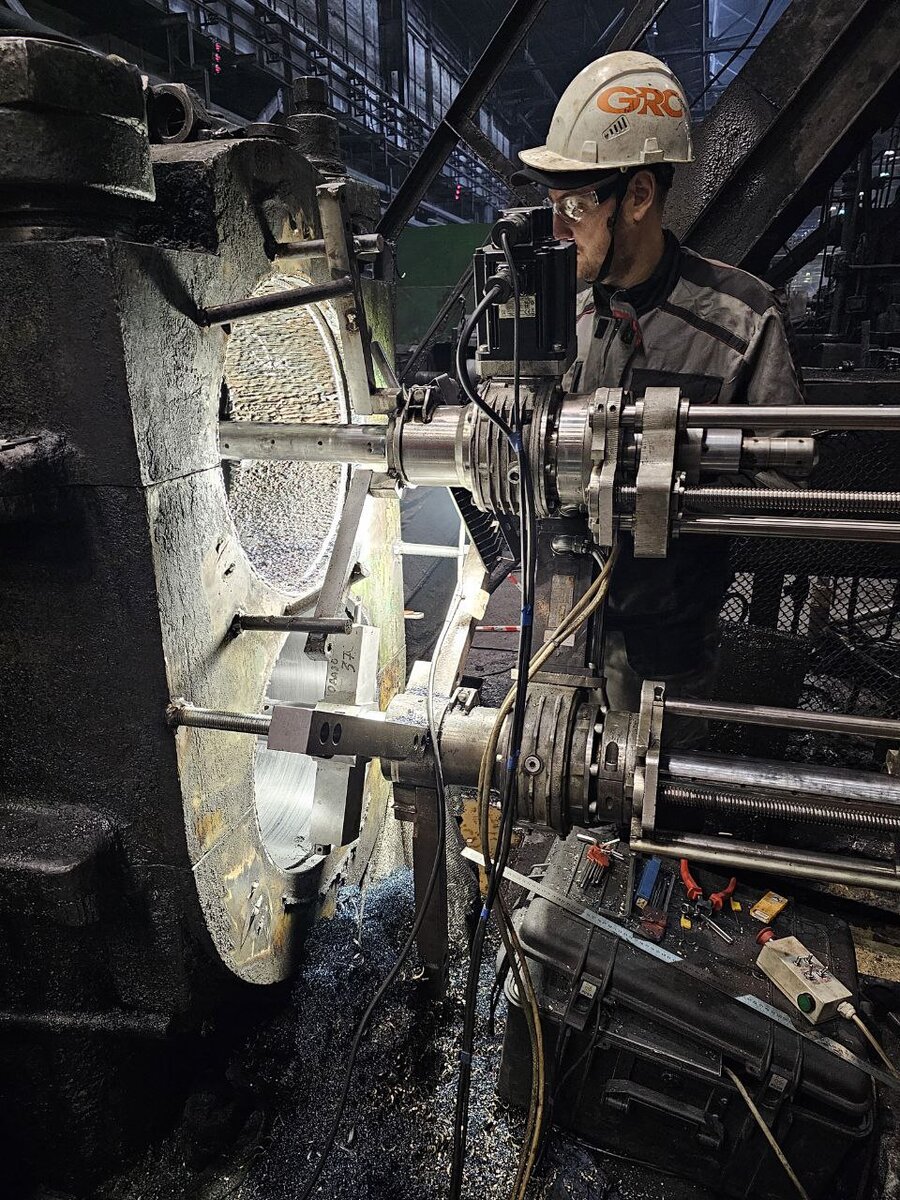
Для выполнения этой задачи мы воспользовались специальным мобильным оборудованием, которое было разработано нами собственными силами и предназначено именно для таких видов ремонтных работ.
Процесс ремонта подшипниковых опор редуктора включал следующие этапы:
- Мы начали с тщательного изучения конструкторской документации, чтобы понимать характеристики и требования к ремонту;
- Затем мы установили мобильное оборудование и использовали абсолютный лазерный трекер Leica AT-403 для измерения геометрических параметров корпуса и точной настройки станков;
- После этого произвели расточку и зачистку соосных отверстий в корпусе;
- Следующим этапом было наплавление специально подобранного материала, учитывая условия эксплуатации редуктора;
- Произвели расточку наплавленных поверхностей до достижения окончательных размеров, с использованием мобильных расточных станков.
После завершения работ мы провели контрольное испытание и приемку заказа со стороны заказчика.
На нашей производственной базе также имеется стационарное оборудование, которое позволяет обрабатывать крупногабаритные детали, но в данном случае использовалось мобильное оборудование для выполнения ремонтных работ.
Больше работ можно посмотреть на нашем официальном сайте