Традиционное изготовление пресс-форм подразумевает их изготовление из стали на фрезерных станках (в настоящее время – на ЧПУ-станках, ранее – на копировально-фрезерных станках).
По мастер-моделям пресс-формы можно изготовить литьем из алюминиевого сплава, литьем из бронзы, при помощи реактопластов (например, эпоксидной смолы или силиконов холодной вулканизации) холодной полимеризации, при помощи формирования в силиконы или наращиванием слоя металла гальваническим способом.
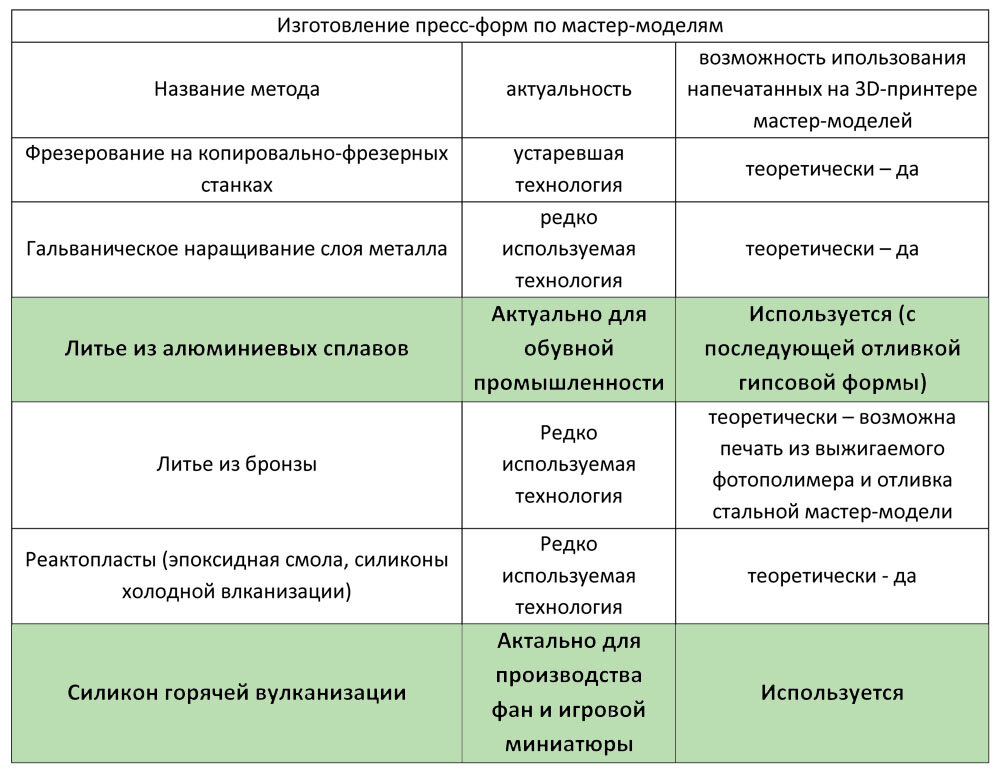
Для литья из алюминиевых сплавов используют гипсовые мастер-модели, при литье из бронзы – стальные.
При литье из пластмасс материал не важен. Обычно используется заливка термостойкими эпоксидными смолами.
При использовании силиконов горячей вулканизации мастер-модели должны иметь термостойкость не менее 120 градусов по Цельсию.
Наращивание металла гальваническим способом в настоящее время «вышло из моды», было очень популярно во 90-е годы XIX века при изготовление пресс-форм для ЛНД (литья под низким давлением).
В настоящее время имеются сведения о изготовлении пресс-форм по печатным мастер-моделям в обувной промышленности (алюминиевые пресс-формы) и при изготовлении миниатюры (солдатиков) – пресс-формы из силикона.
Последовательность изготовления пресс-форм для изготовления подошв обуви следующая:
0) На 3D-принтере Kings 3D (двухлазерный промышленныйSLA-принтер) печатается мастер-модель обуви.


1) По мастер-модели делается силиконовая форма (используется силикон холодной вулканизации). При необходимости – используют разделительный слой (завист от свойств смолы и свосйств силикона).
2) В силиконовую форму заливается специальный формовочный гипс, делается гипсовая форма для заливки металла
3) Гипсовая форма прокаливается в печи
4) После прокалки в гипсовую форму заливается алюминиевый сплав.
Как видно из рисунков - из гипса делается только дно формы, стенки собираются из стальных элементов
5) Полученная отливка подвергается финишном механической обработке
Хорошо видно, что после отливки дополнительно обрабатывается поверхность и фрезеруется литниковая система
Пресс-форма готова к эксплуатации.
Фирма Siocast разработала и рекламирует технологию изготовления пресс-формы для изготовления солдатиков и игровой миниатюры с использованием SLA и SLS 3D-Принтеров Formlabs.
При это используется специальный термостойкий жесткий силикон горячей вулканизации, поэтому необходимо использовать специальные термостойкие фотополимерный смолы, а в случае SLS печати – нейлон. Из фотополимера предлагается печатать мастер-модели деталей, а модели литниковой системы – покупать отпечатанные из нейлона. Это связано с хрупкостью фотополимера – отпечатанные из него модели литников могут сломаться при попытке извлечь из вулканизирвоанной пресс-формы, а модели из нейлона – нет (модели литников можно использовать многократно, т.к. они часто повторяются в различных пресс-формах). Но ничего не мешает распечатывать модели литников из фотополимера, если производители миниатюры решат, что таки им проще и удобнее.
Силикон называется SiOmold, имеет твердость 65…80 единиц по Шору А (что примерно соотвествует твердости подошв и каблуков обуви). Особенность материала – до вулканизации он достаточно мягок и пластичен (на уровне твердого воска), что позволяет механически устанавливать в нем мастер-модели отливаемых деталей и модель литниковой системы просто вдавливая в пластину силикона и подгребая с краев шпателем.
Ограничения – толщина изделий не более 40 мм.
Вулканизация производится в специальном прессе при давлении 10 кг/кв.см и температуре 120 градусов по Цельсию в течении 40…60 минут.
В целом последовательность этапов изготовления форм следующая:
0) Печатаются мастер-модели и модели литниковой системы
1) На мастер-модели и модели литников наносится разделительный слой
2) В силиконовую пластину устанавливают (вдавливают) мастер-модели деталей и литников. Литниковая пластинадолжна быть закреплена в специальной металлической рамке.
3) На поверхность силикона наносят слой талька, который играет роль разделителя между двумя пластинами силикона.
4) Сверху накладывают второй лист силикона и надавливают, чтобы он плотно сел на мастер-модели.
5) Полученный «сендвич» подвергают вулканизации при давлении давлении 10 кг/кв.см и температуре 120 градусов по Цельсию в течении 40…60 минут.
6) «Сендвич» остужают, вынимают из рамки, разнимают, аккуратно удаляют мастер-модели.
Пресс-форма готова к использованию.
После чего пресс-форма устанавливается в специальный термопласт-автомат, и в результате получается:
Себестоимость таких форм настолько низка, что делает рентабельным производство от 50 впрысков, стойкость пресс-форм заявлена не менее 50 000 впрысков.
По утверждению фирмы Siocast предложенная технология способна произвести революция в производстве солдатиков и игровой миниатюры, и уже сейчас используется различными игроками на рынке, приводя примеры успешного изготовления:
Миниатюры Ведьмака от Monster Fight Club
Миниатюра Japan Weekend
Модель пейзажа от Miniatur Wunderland
Местность Галладории в D&D.
Детали Dungeons & Dragons, сделанные с помощью SiOCAST
миниатюрыа от Broken Anvil Miniature
игровая миниатюра в виде самолетов Red Blood Skies.для игры «Битва за Мидуэй»
Последний кейс интересен тем, что было произведено боллее 400 000 миниатюрных самолетов. К сожалению сколько использовалось пресс-форм и сколько впрыском он выдержали – не раскрывается.
Предыдущие статьи по теме:
Путеводитель по каналу: