В статье: об сложностях и подводных камнях аддитивных технологий, о которых часто умалчивают в книжках, статьях и рекламных проспектах.
В различных книжках можно найти следующие схемы, поясняющие выгоду аддитивных технологий:


Если бы это были книжки по техногигу для подростков – все было нормально. Но эти диаграммы я взял из серьезных изданий, позиционирующих себя как учебники для ВУЗов.
И очень страшно, что авторы учебников так далеки от реальность и так плохо себе представляют предмет, о котором пишут.
Что в этих схемах не так?
1) Деталь всегда разрабатывается под конкретную технологию. Или модифицируется под неё – это называется технологической проработкой. У каждой технологии – свои недостатки и преимущества и свои ограничения. Деталь, созданную под печать на SLA-принтере зачастую невозможно будет распечатать на FDM. Для лазерного спекания – одни требования, для электродуговой наплавки – другие и т.п.
2) Цена. В случае массового изготовления аддитивные технологии могут проигрывать традиционным. Аддитивные технологии оправданы при единичном и мелкосерийном производстве (до 10… 10 000 единиц в зависимости от детали и технологии).
3) Вне зависимости от технологии деталь должна быть проверена на геометрические размеры и форму –нам все равно потребуется «бумажный» чертеж для контроллеров. Тут следует заметить, что в случае 3D-сканирвоания бумажный чертеж для контроля не нужен.
Мы разработали CAD-модель с учетом технологии и распечатали бумажный чертеж для контроля. Можно печатать?
Как бы не так! Принтер не понимает CAD-формат. Ему нужна управляющая программ (файл печати). Которые может представлять модификацию G-кода или иметь специальный протоприетарный формат (cbt, photon, ctbdlp и т.п.).
Для подготовки управляющей программ (файла печати) используется специальная программа «слайсер» (дословно – резчик на тонкие ломтики). Функции слайсера есть в некоторых CAM – например в NX от Siemens.
Большинство слайсеров не понимают форматы CAD-программ. Исключения – NX от Siemens и «прюша-слайсер». Для слайсеров необходима конвертация в stl-формат (почти все слайсеры так же понимают и obj-формат).
Несмотря на то, что сам процесс «нарезки» (подготовки файла печати) полностью автоматизирован при работе со слайсером есть и ручные операции – например корректировка размещения деталей на платформе построения, выбор профиля материала. В некоторых случаях необходима ручная корректировка размещения поддержек. Очень важно правильная ориентация детали на платформе, т.к. от этого зависит и качество печати и количество опорных структур – это тоже делается только вручную.
Таким образом, цепочка действий после создания CAD-файла у нас будет следующая:
- конвертирование CAD-файла в stl-формат с необходимым качеством и точностью
- подготовка stl-файлов к «нарезке» - размещение на платформе построения, выбор ориентации, размерщение опорных структур, выбор режимов печати и т.п.
- «нарезка» stl-файла в программе-слайсере
Что дальше?
3D-принтер, как и любой станок, требует обслуживания.
Перед началом печати необходимо заправить его материалом.
Далее необходимо передать файл печати на принтер (при помощи карты памяти, флешки, по USB, или с использованием сетей Wifi или Ethernet) или на рабочую станцию (некоторые не в состоянии самостоятельно воспринимать файлы печати и работают только по командам с рабочей станции – персонального компьютера или миникомпьютера).
Потом запустить процесс печати. Сам процесс печати обычно полностью автоматизирован и возможен без участия человека.
И что мы получим на выходе?
Готовое изделие?
Нет, мы получим нечто, что требует ряд действий, которая зависит от технологии производства: удаление лишнего порошка при выращивании деталей из порошка, снятие выращенной детали с платформы, удаление опорных структур. В некоторых случаях нам потребуется отмывка детали в растворителе, термообработка, засветка, вымывание растворимых поддержек и т.п. При некоторых технологиях обязательно последующее спекание в печах или пропитка чем-либо.
В результате мы получим готовую деталь? Зависит от требований. В некоторых случаях потребуется покраска, мехобработка в размер, установка металлических резьбовых вставок, обработка поврехности механически, термически и т.п.
И что мы видим в итоге:
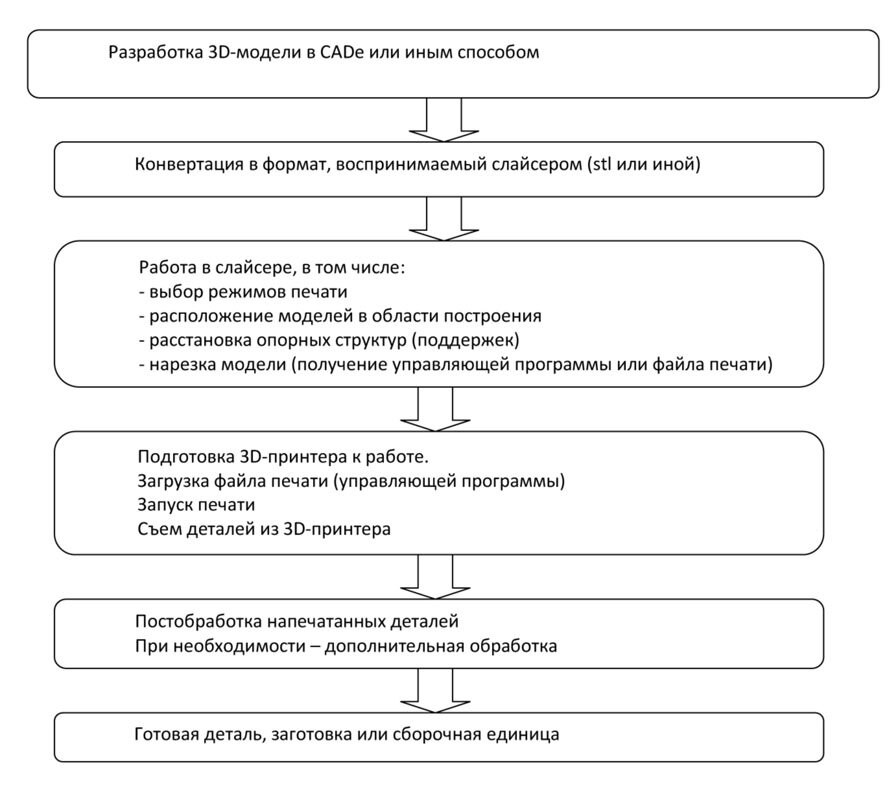

Согласитесь – куда менее радостная картина, чем на первой диаграмме.
Первая статья по теме:
Путеводитель по каналу: