Инструкция для новичков и тех кто хочет улучшить свой принтер Neptune 3 PRO
Работы разобьем на две части, где первая и вторая буду плавно перетекать друг в друга.
1. Замена термобарьера на биметаллический.
2. Замена шестерёнок подачи.
У друзей Китайцев закупил комплектующие
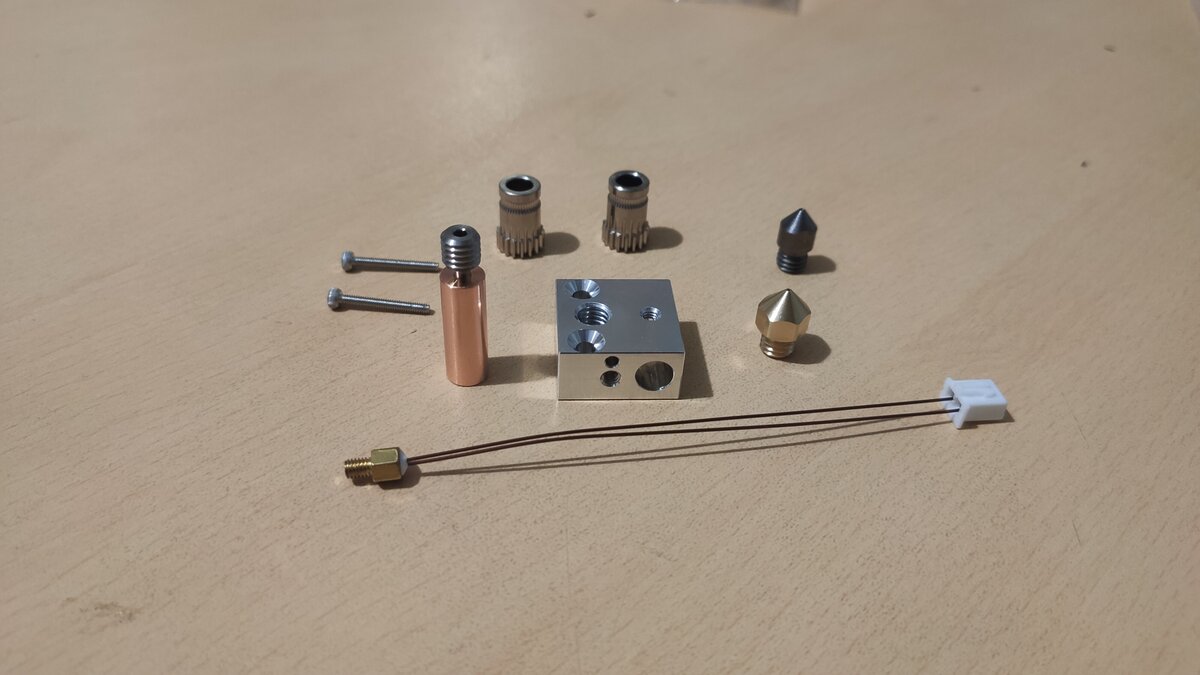
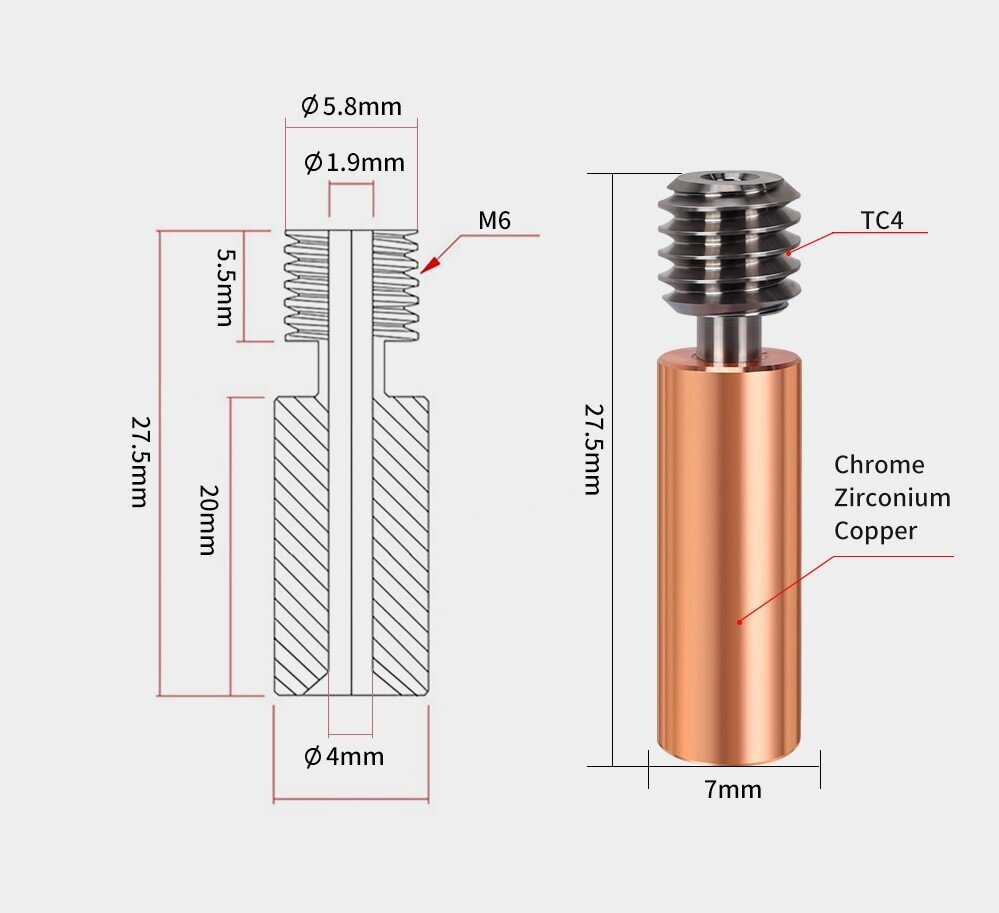
Термобарьер титан-медь CR10 длинной 27.5мм.
Термоблок алюминиевый CR10.
Шестерни каленые CR10
Термистор NTC 3950 100K в корпусе м3
Латунное сопло 0.4мм так как заводское довольно посредственного качества.
Болтики м2 на 16мм для крепления нового термоблока.
Начнем с разбора головы принтера.
Откручиваем два маленьких болтика в передней части головы. Тянем немного на себя морду и когда натянется левый провод кулера опускаем морду вниз.
Отцепляем разъёмы кулеров, отсоединяем центральный шлейф головы и разворачиваем принтер.
Нам потребуется отвернуть 3 болта на задней части.
Два с верху и один внизу между колесиками.
Снимаем голову, а раму принтера отодвигаем в сторону.
На задней стороне в в радиаторе видим отверстие, там спрятался потайной стопорный шестигранник. Откручиваем его на 3-4 оборота.
Далее откручиваем два болтика м2 в термоблоке и отсоединяем от платы разъёмы нагревательного элемента и термистора.
Термоблок у нас в руках. мне от него потребуется только нагревательный элемент который крепится потай шестигранником со стороны сопла.
Я заказал новый термоблок так как заводской посажен на герметик резьбы и при выкручивании есть вероятность сломать, тем самым испортив и термоблок и термобарьер.
Тут видно небольшое отличие в месте крепления старого и нового.
Из за этого потребуются более длинные болтики м2 длиной 16мм
Собираем новый термоблок.
Вкручиваем в него сопло до упора, а затем делаем пол оборота назад. С другой стороны вкручиваем новый термобарьер так что бы он внутри уперся в сопло. Можно сопло чуть подтянуть ключом но так что бы термобарьер не провернулся. Основную подтяжку сопла будем производить чуть позже.
Теперь нужно подогнать по размеру тефлоновую трубку.
В новый термобарьер она входит на небольшое растение и служит в качевстве направляющей от шестерней подачи.
Трубочку я взял запасную, которая идет в комплекте с принтером так как трубку из старого термоблока я достать не смог так как она залипла.
После измерений и подгонки получилась трубочка длиной 31мм.
Трубочку в сторону, она понадобится чуть позже.Вставляем в наш термоблок нагревательный элемент так что бы зазор с обоих концов был одинаковый и фиксируем его шестигранником.
Если вы меняете как и я термистор то на новом другой разъем и его нужно заменить взять нужный можно или отрезав от старого или заказать сразу новый коннектор PH2.0
Вкручиваем термистор с резьбой м3 в то отверстие где в штатном вкручен болтик фиксирующий обычный термистор и с легка подтягиваем ключом (латунь тут тонкая!)
Если вы оставляете штатный термистор то просто переставляете его со старого термоблока.
Откладываем пока в сторону собранный термоблок и переходим к замене шестеренок подачи.
Берем в руки остатки головы и выкручиваем по бокам 4 болта крепления охлаждения радиатора
Отсоединяем от платы коннектор кулера и за одно все остальные (мотора и датчика высоты)
Откручиваем единственный винт который держит плату и убираем её в сторону.
Под платой 4 болта три из которых держат мотор а один держит две половинки корпуса подачи.
Выкручиваем все и разбираем на части: мотор, радиатор, подача.
Как раз корпус подачи нам и нужен.
Его уже ничего не держит между собой, располовиниваем.
И вынимаем с начала лапку с пружинкой а затем и большую шестерню.
Теперь мы можем сравнить новую - старую шестерню и понять зачем мы их меняем.
Как видно на фото старая шестерня (правая) по качеству исполнения совсем не годится особенно в сравнении с новой (левая) и это на принтере который и двух кг. PETG не отпечатал. Плюс новую я заказал каленую что бы ни какой инженерный пластик не был страшен.
Замена одной шестерни вопросов не вызывает. Откручиваем шестигранник меняем шестерню и затягиваем.
Вторая шестерня сидит на оси которая очень плотно вставлена в пластиковую лапку.
За выколотками идти не хотелось по этому использовал болтик м3 и аккуратными постукиваниями выбил ось из пластика, как появилась часть оси аккуратно вынул ее пассатижами.
Внутри шестерни нас ждут два игольчатых подшипника в пластиковых сепараторах ,по этому не стоит на сквозь выбивать ось.
Меняем шестерню и собираем в обратной последовательности все в корпус. Собираем в обратно в кучу мотор, радиатор и плату. Прикручиваем на место охлаждение радиатора 4мя винтами.
Вставляем на места коннекторы мотора, датчика высоты, кулера радиатора. Не вставляя термоблок в радиатор, навису вставляем коннекторы нагревательного элемента термистора.
В таком положении вешаем голову обратно на раму принтера (болты можно сильно не затягивать) и подключаем основной шлейф и включаем принтер.
Сейчас одновременно будем делать сразу два действия.
Калибровка экструдера и затягивание сопла на горячую. Алюминиевый блок от нагрева расширяется и затяжку сопла для полной герметичности нужно делать желательно на той температуре на которой планируете печатать больше всего.
Так как принтер не даст прогнать филамент без нагретого экструдера, заходим в меню "Подготовить" и во вкладке "температура" вводим температуру сопла 250-260 градусов.
Ждем когда весящий в воздухе экструдер прогреется берем разводной ключ и ключ или головку на 8.
Быстро (так как термоблок от контакта с ключом начнет быстро остывать) и аккуратно подтягиваем сопло.
Можно все это сделать и на нормально у установленном экструдере но это будет не так удобно да и все равно нужно греть экструдер для калибровки подачи.
Теперь можно отключить нагрев сопла и перейти к калибровке подачи (во время калибровки принтер сам будет поддерживать нужную ему температуру).
После успешной калибровки остужаем термоблок и выключаем принтер.
Снимаем опять голову с рамы, отключаем коннекторы термистора и нагревательного элемента.
Вставляем в термобарьер нашу подготовленную тефлоновую трубку и все это вставляем в радиатор до упора.
Выравниваем термоблок параллельно радиатору и затягиваем потайной шестигранник в радиаторе, фиксируя термобарьер. Вставляем наши новые длинные болтики м2 и затягиваем но не сильно так как можно перекосить весь термоблок. Я штангенциркулем проверял со всех улов что бы расстояние было одинаковое между термоблоком и радиатором.
Окончательно вставляем коннекторы в плату и вешаем голову обратно на раму.
Подключаем принтер к компьютеру и делаем калибровку PID нагревателя сопла.
Советую поставить тестовую печать в таком виде без морды что бы можно было оперативно и устранить допустим протечку из термоблока из за недотянутого сопла..
Если все хорошо то ставим на место морду и делаем новые калибровки Linear Advance и откатов ретракта.
По итогу я делал калибровку LA и откатов до замены (на всем заводском) и теперь. Разница ощутима, принтер начал печатать быстрее и точнее.
А это все что осталось после переделок)
Надеюсь статья будет полезной.