

Шлифовальные или алмазные или абразивные круги. Все эти названия скрывают различные виды кругов для обработки. Круги различаются по размерам и форме, а также по типу рабочей поверхности. Казалось бы, существует огромное количество различных стандартов, но сейчас мы разберемся и поймем, что вариантов не так много.
Итак, самое главное, это рабочая часть круга, которая, собственно, и удаляет ненужные элементы стекла и придает кромке правильные формы. Рабочая часть, это абразив (технический или синтетический алмаз), смешанный с носителем, то есть с каким-то материалом, где должна держаться алмазная крошка или зерно. Сейчас алмаз почти всегда синтетический, т.е. получаемый из графита при большом давлении и температуре. технология отработана, он стоит недорого и легко покупается. Мы рассматриваем только алмаз, хотя раньше применяли и карбид бора и электрокорунд. Но по твердости и стойкостью к истиранию алмаз стоит выше. Хотя, конечно, синтетический алмаз он тоже разный. Разная кристаллическая решетка, включения и примеси немного, а то и много меняют износостойкость зерна. Раньше китайцы страдали от низкого качества алмаза, когда круг истирался буквально на глазах, но сейчас они вышли в мировые лидеры по производству алмазов и только злопыхатели могут что-то врать .
Сам по себе алмаз различается по размеру зерна. Все просто, чем крупнее зерно тем крупнее будут царапины на стекле, больше съем материала и сильная матовость поверхности. Градаций существует несколько, по европейском стандарту это цифра от 80 до 900. Чем больше цифра, тем меньше зерно. 80, самое грубое, которое может превращать царапины в видимые сколы и используется редко. Самое тонкое - 900 - тоже не часто встретишь реально, но гораздо чаще (особенно китайцы) это только пишут на коробках. Зерно 900 практически не меняет внешний вид стекла, но некоторые клиенты предпочитают ставить на последнюю позицию именно такой круг. Разный размер зерна получается путем просеивания, все предельно просто.
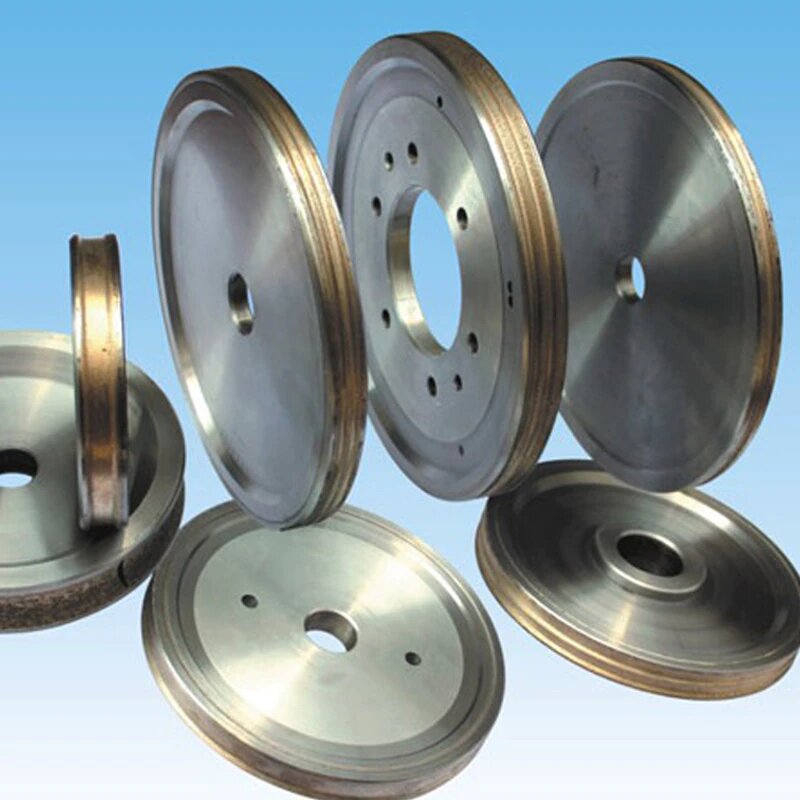
Самая большая проблема при изготовлении рабочей массы. это равномерное перемешивание алмазной крошки в рабочей массе. Эта масса должна отвечать следующим требованиям: удерживать зерно при обработке, быстро отводить тепло. Это не так просто сделать. Алмаз существовал всегда, но как обеспечить постоянный контакт со стеклом? Поэтому раньше им просто натирали стекло. Сейчас существуют 2 устоявшихся вида рабочей массы или связки, которые появились исключительно методом проб. Эту рабочую массу можно уподобить булке с маком. Мак, это алмазное зерно, тесто, это связка. Маковые зернышки должны быть одного размера и расположены равномерно по всему объему. так вот этой связкой на сегодня является медный сплав или бакелит. Вот два виды, которые сегодня стоят на всех моделях станков. В чем же их отличия? Металлическая связка лучше держит форму, поэтому всегда используется в периферийных кругах, которые задают форму кромки - радиус, трапеция или более экзотические формы, которые, впрочем, потеряли свою актуальность. Также металлическая связка применяется при большом съеме стекла, т.е. на первых позициях станков. Бакелитовая связка, это полимерная масса, которая совсем не держит форму, но хорошо себя показывает при обработке ровных и широких поверхностей и всегда используется в фацетных станках и на последних позициях.
Таким образом, производителю надо взять мешочек алмаза с нужным размером и перемешать его в связке. В специальной матрице изготавливается кольцо, которое затем напаивается на болванку.
И здесь существует третий параметр, который не часто вспоминают и не указывают даже в артикуле. Это концентрация алмаза. Т.е. количество зерен алмаза в одном кубическом сантиметре (например) связки. Понятно, что чем больше мака в тесте, тем вкуснее, но слишком много мака класть нельзя, потому что он не удержится в тесте. Сейчас производители придерживаются средней концентрации, а раньше ее всегда указывали. Но концентрация не влияет напрямую на ресурс, только если уж совсем пограничные количества.
Итак, образовались 3 параметра алмазных кругов.
- размер зерна
- -связка (металл или пластик)
- -концентрация алмаза
На круге всегда указывается размер зерна и параметры самого круга (диаметр, отверстие, высота). Связка и так видна. Металлическая связка - это целиком металлический круг, бакелит сейчас почти всегда - это целиком пластиковый круг. А больше глазом вы ничего не увидите. Клиенты часто просят прислать фото. Абсолютно бесполезно. Еще лет 5-7 назад китайцы могли продавать такие круги, что даже на ощупь можно было понять - это барахло.
Какие же критерии напрямую влияют на качество обработки? Кроме самого алмазного слоя.
Во-первых, объем этого алмазного слоя. Ширина и толщина. Понятно, что чем больше объем алмаза, тем дольше круг будет работать, т.к. в идеале алмазный слой должен быть сработан до основания, т.е. до появления болванки. Часто спрашивают, на сколько километров хватает одного круга? Неправомерный вопрос, т.к. слишком много переменных - толщина стекла, величина съема, скорость протяжки стекла, подача воды. Конечно, качество рабочего слоя, его объем. Может быть 45км, как говорят некоторые резвые менеджеры? Может. Но может быть и 5км при тяжелых условиях эксплуатации.
Во-вторых, геометрия болванки. Но это сейчас редко можно встретить. Если болванку делают, грубо говоря на токарном станке, она может быть не симметричной, давать биения, что в свою очередь приведет к появлению сколов, в тяжелых случаях, к отрыву алмазного кольца. А это однозначно брак производства.
Сейчас все реже можно встретить откровенно дешевые и некачественные круги. Ну потому что качественные стоят не дорого. Цена стандартных чашечных кругов в Китае около 2500-3000руб, а здесь, в России 5000руб. Ну не дико дорого. Итальянские стоят в 2 раза дороже, но действительно итальянские найти трудно, да и не надо. Они стоят в 2 раза дороже, точно такие же по ресурсу. Только инертность рынка и синофобия позволяют им продаваться.
Поэтому добрый совет стекольщикам. Надо найти своего поставщика (чем плох Стеклоцентр?) и ни о чем не беспокоиться. Правильно делать заказ, который сводится только к размерам и зерну.
Да с размерами проблема существует. Как правило, это отверстие в чашечных станках. На сегодня это почти всегда 12, 22 и 50мм. К сожалению, одного стандарта нет, приходится возить фактически одинаковые круги/, но с разными отверстиями. Это сложно, а ведь есть и другие варианты. Например SCHIATTI. Прекрасные станки, но круги с отверстием 25мм. А вот так. Поищи такие круги. А часто об этом узнают уже после покупки станка и это большая беда.
А LATTUADA? Отверстие нормальное, но сделаю-ка я высоту не 40, как у всех, а 35мм. И приходится где то искать такие очень редкие круги. Естественно, дороже, чем остальные. А китайцы не хотят делать, т.к. у них все меряется сотнями, а тут нужна пара штук.
И такой важный вопрос - надо ли закупать инструмент самому в Китае? Ответ - нет. Абсолютно нереально разобраться в хитросплетениях китайского производства. На выставках вы встретите великое множество производителей и самый широкий ассортимент. Но стоит поговорить даже с хорошим переводчиком и вы поймете (по мере получения инструмента), что качество всегда разное. У каждой фирмы существует 3 категории качества. Внешне они не отличаются, только ценой. Поди пойми, чем они отличаются и как заказать правильно. Поэтому нет смысла заказывать самому. Да и везти дорого.
Поэтому только у крупного коммерсанта, который годами возит. Тоже бывают ошибки, но все-таки такие фирмы обычно берегут репутацию и не будут продавать откровенное барахло. По крайней мере, Стеклоцентр бережет.
В общем, читайте статьи и обогащайтесь знаниями. Знания - сэкономленные средства