Узнайте, как правильно обозначать покрытие на чертеже детали с помощью соответствующих символов и обозначений. Научитесь указывать толщину покрытия и соблюдать требования к покрытию, чтобы избежать ошибок и повысить качество своей работы.
Защитное покрытие деталей - это непрерывный процесс, который передается от поколения к поколению для дальнейшего совершенствования.
Как известно, чертеж — это не только графическое изображение и проставленные размеры детали. Например, деталь может быть окрашена или покрытая каким-либо веществом или даже металлом. Давайте разберемся, как обозначать эти покрытия деталей на чертеже.
Покрытие детали и сборки обозначается просто
Ⓠ Что означает покрытие?
Ⓐ Покрытие - в технике это процесс нанесения материала на поверхность объекта для защиты или декоративных целей. Покрытия могут быть различных типов, включая лаки, краски, эмали, металлические покрытия, хромирование, никелирование и другие. Они помогают защитить поверхность от коррозии, а также придать ей желаемый цвет и текстуру. Кроме того, покрытия могут улучшить эстетический вид объекта и продлить его срок службы.
В материаловедении покрытие - это тонкий слой материала, нанесенный на поверхность объекта. Основная цель покрытия заключается в улучшении свойств материала подложки, на который оно нанесено.
Покрытия разделяются на два вида: металлические и неметаллические.
Неметаллические защитные покрытия используются для изоляции металлических изделий и защиты их от внешней среды, такой как влага. Они также могут придавать изделиям эстетически привлекательный вид. В зависимости от материала, неметаллические защитные покрытия могут быть лакокрасочными, полимерными, резиновыми, смазочными, силикатными эмалями или пастами.
Какие виды полимерного покрытия наносятся на металл?
Существует множество различных полимеров, которые используются для защиты металлов от коррозии. Среди них наиболее распространены полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты и эпоксидные смолы. Для нанесения полимерного покрытия на металлическую поверхность применяются различные методы, такие как окунание, газотермическое или вихревое напыление, а также обычная кисть.
Полимерные покрытия обладают высокой стойкостью к коррозии и химическим воздействиям, а также обеспечивают защиту от ультрафиолетового излучения и механических повреждений. Они также могут быть использованы для придания объекту желаемого цвета и текстуры. Кроме того, полимерные покрытия являются экологически чистыми и безопасными для здоровья человека и окружающей среды.
Чтобы обозначить покрытие на чертеже, необходимо в Технических Требованиях указать соответствующее обозначение по ГОСТ. Например, если на чертеже изображен сборочный узел, покрытый обычной краской, то в Технических требованиях будет указано "Покрытие: Краска... ГОСТ ...".
Существует множество различных лакокрасочных материалов, которые применяются в различных климатических условиях. Один из примеров таких материалов - это эмаль ПФ-115, которая была разработана в середине 60-х годов и является одной из лучших отечественных разработок. Она относится к группе алкидных лакокрасочных материалов и хорошо подходит для использования в различных климатических условиях благодаря своей высокой стойкости к коррозии и ультрафиолетовому излучению.
В технических требованиях на чертеже после обозначения покрытия приводят данные о материале покрытия (марку и обозначение стандарта или технических условий), указанных в обозначении. Обозначение лакокрасочных покрытий в технической документации определяет ГОСТ 9.032
Обозначение лакокрасочного покрытия записывают в следующем порядке:
- обозначение лакокрасочного материала внешнего слоя покрытия по ГОСТ 9825-73;
- класс покрытия по таблице 2 ГОСТ 9.032 (характеризует внешний вид и обозначается римскими цифрами I…VII);
- обозначение условий эксплуатации по ГОСТ 9.104 и по таблице 1 ГОСТ 9.032.
Условия эксплуатации покрытия (стойкость при воздействии климатических факторов и особых сред).
Климатические воздействия, на которые рассчитаны покрытия, делятся на легкие (Л), жесткие (Ж) и особо жесткие (ОЖ). Покрытия, стойкие в особых средах, подразделяются на водостойкие (4), специальные (5), маслостойкие (6), химически стойкие (7), термостойкие (8), электроизоляционные (9).
Ⓠ Какие коды применяют для обозначения лакокрасочного типа покрытия?
Ⓐ Обозначение кода лакокрасочного покрытия и его расшифровка:
- Грунтовка ГФ 021 ГОСТ 25129-82 красно-коричневая.
- Покраска эмаль ПФ-115 ГОСТ 6465-76 красного цвета. В группе алкидных лакокрасочных материалов, которые применяются в различных климатических условиях, эмаль ПФ-115 представляет собой одну из лучших отечественных разработок середины 60-х годов.
- Эмаль ПФ-115 темно-серая 896.III.У1 - покрытие темно-серой 896 эмалью ПФ-115 по III классу, эксплуатирующееся на открытом воздухе умеренного макроклиматического района
- Эмаль МЛ-152 синяя II. УХЛЗ (11) - покрытие синей эмалью МЛ-152 по II классу, УХЛЗ (11 цифровое*) - обозначение условий эксплуатации изделий с покрытием (для макроклиматических районов с умеренным и холодным климатом), категории размещения окрашенных поверхностей по ГОСТ 15150 3; 3.1 - для эксплуатации в нерегулярно отапливаемых помещениях (объемах).
В обозначении на чертеже в названии материала, класс покрытия и условия эксплуатации изделия разделяются точками. Если перед лакокрасочным покрытием наносятся металлические и неметаллические покрытия, то в обозначении на чертеже их разделяют наклонной чертой.
- Ц6. фос. окс. / лкп (Эмаль ПФ-115 темно-серая 896.III.У1)
- Ц9. хр/лкп - цинковое толщиной 9 мкм с радужным хроматированием с последующим нанесением лакокрасочного покрытия.
- Мб. б. тн синий/лкп - медное толщиной 6 мкм, блестящее, тонированное в синий цвет, с последующим нанесением лакокрасочМб. б. тн синий/лкп ного покрытия
ГОСТ 2.310 устанавливает правила нанесения на чертежах изделий обозначений покрытий (защитных, декоративных, электроизоляционных, износоустойчивых и т.п.).
При нанесении различных покрытий на несколько поверхностей изделия их обозначаю разными буквами и запись делают по типу: «Покрытие поверхности А …, поверхностей Б …».
Если одно и то же покрытие наносят на большее количество поверхностей изделия, а на остальные поверхности наносят другое покрытие или их оставляют без покрытия, то последние обозначают буквами и запись делают по типу: «Покрытие поверхности А …, остальных …» или «Покрытие .., кроме поверхности А».
Если необходимо нанести покрытие на поверхность сложной конфигурации или на часть поверхности, которую нельзя однозначно определить, то такие поверхности обводят штрих пунктирной утолщенной линией на расстоянии 0,8…1 мм от контурной линии, обозначают их одной буквой и проставляют размеры, определяющие положение этих поверхностей; запись делают по типу: «Покрытие поверхности А …».
Размеры определяющие положение поверхности, на которую должно быть нанесено покрытие, допускается не проставлять, если они ясны из чертежа.
Как правило лакокрасочное покрытие наносится на не свободные поверхности, которые не сопрягаются с другими.
Гальваническое покрытие металла - это метод защиты от неблагоприятных внешних воздействий, основанный на электрохимическом процессе. Покрытие состоит из тонкой металлической пленки, которая защищает детали от воздействия химических веществ и влаги, продлевая их срок службы и улучшая внешний вид. Этот метод позволяет создавать покрытия с различными свойствами и характеристиками, такими как устойчивость к коррозии, износостойкость и электропроводность. Гальваническое покрытие может выполняться на различных типах металлов, таких как железо, алюминий, медь, никель и цинк.
Если деталь у вас не крашеная, а, скажем, оцинкованная — запись будет выглядеть как.
Ⓠ Какие коды применяют для обозначения металлического типа покрытия?
Ⓐ Обозначение кода покрытия и его расшифровка:
- Покрытие: Ц6. фос. окс. прм, где Ц — цинк обозначения материала покрытия, состоящего из металла, фос.- фосфатирование наименование дополнительной обработки покрытия, окс. - сочного покрытия лкп оксидирование, пропитанное маслом а 6 — его минимальная толщина покрытия в микронах.
- Хим. Пас. гфж - покрытие, получаемое способом химического пассивирования, гидрофобизированное.
- Ан. Оке. ЭЛ. темно-серый - анодно-окисное, окрашенное электрохимическим способом в темно-серый цвет.
- М24 Нд15. X. б - хромовое толщиной 0,5—1 мкм, блестящее с подслоем меди толщиной 24 мкм и двухслойного никеля толщиной 15 мкм.
- Нпб. Нс. Нб - никелевое трехслойное (триплекс).
- Хмол. X. тв - хромовое двухслойное.
- Нсил 9. X. б - хромовое толщиной 0,5—1 мкм, блестящее с подслоем сил — никеля толщиной 9 мкм. При необходимости в технических требованиях чертежа указывают символ химического элемента или формулу химического соединения, используемого в качестве соосаждаемого вещества.
Сил-никель - это семейство композиционных покрытий, состоящих из никеля и мелкодисперсных токонепроводящих частиц, таких как оксид кремния, нитрид бора, корунд, каолин, карбид кремния, оксид алюминия, органические полимеры и другие включения в пределах 10%. Эти механические включения повышают термическую и антикоррозионную стойкость покрытий, а также сопротивление износу и другие характеристики. Однако, в большинстве случаев сил-никель используется как промежуточная подложка при декоративном хромировании. Слой сил-никеля (толщиной 1-2 мкм) не изменяет декоративного вида блестящей никелированной поверхности и при последующем хромировании позволяет получить микропористый хром, что повышает коррозионную стойкость покрытия. Наличие на покрытии сил-никелем множества токонепроводящих мест на микроуровне обуславливает осаждение хромового покрытия в виде развитой сетки трещин, что еще больше повышает антикоррозионную стойкость многослойного покрытия.
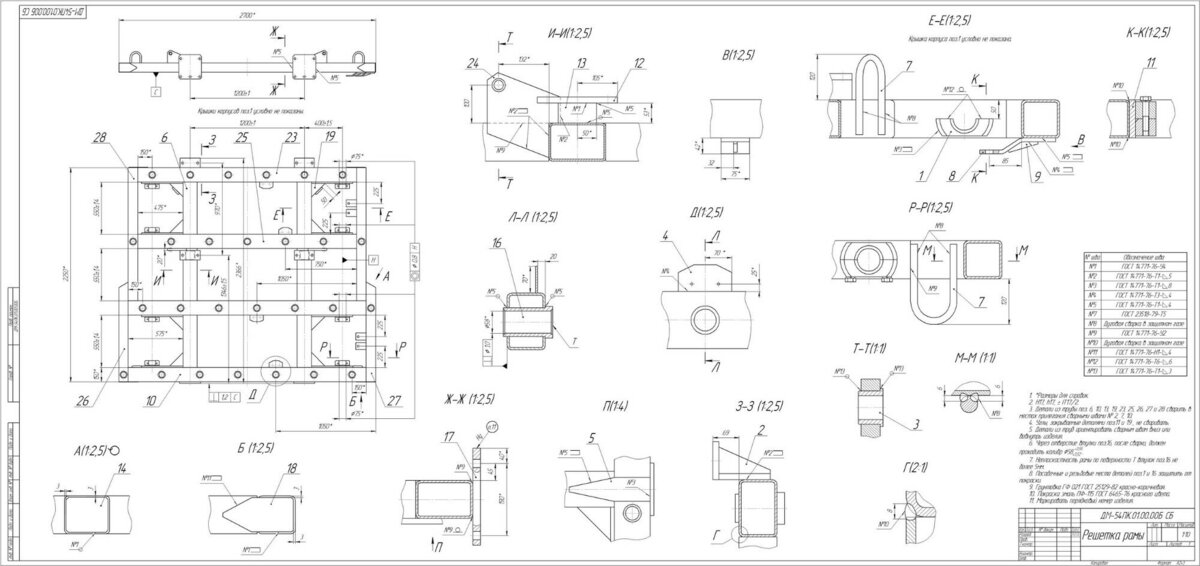
На рабочих чертежах изделий, подвергаемых покрытию, указывают размеры и шероховатость поверхности до покрытия. Допускается указывать одновременно размеры и шероховатость поверхности до и после покрытия. При этом размерные линии и обозначения шероховатости поверхностей до покрытия и после покрытия наносят, как показано
ГОСТ 2.109 П 1.1.9 Если необходимо указать размеры и шероховатость поверхности только после покрытия, то соответствующие размеры и обозначения шероховатости поверхности отмечают знаком "*" и в технических требованиях чертежа делают запись типа: "*Размеры и шероховатость поверхности после покрытия"
Гальванические покрытия обозначаются в одной строке, где все компоненты разделяются точками, кроме материала и толщины покрытия, а также дополнительной лакокрасочной обработки, которые отделяются чертой дроби. Способ получения и материал покрытия пишутся с заглавной буквы, остальные компоненты - со строчной.
Металлический материал, используемый в качестве покрытия, обозначается символами в виде одной или двух букв, которые входят в наименование металла на русском языке. Например, для металлического покрытия можно использовать такие обозначения, как Ц (цинк), М (медь), Н (никель) и т.д.
Ⓠ Что такое никелевое покрытие?
Ⓐ Химически полученное никелевое покрытие, содержащее от 3 до 15% фосфора в виде фосфида никеля, используется как защитно-износостойкое покрытие на различных металлах, включая сталь, медь, алюминий, титан и другие. Это покрытие наносится равномерным слоем на детали сложной формы, обеспечивая надежную защиту от коррозии и износа. Сплав никель-фосфор, используемый для получения никелевого покрытия, обладает высокой твердостью и прочностью, что делает его идеальным материалом для защиты поверхностей от повреждений.
Ⓠ Что такое Хроматированное покрытие?
Ⓐ Хроматирование , также известное как пассивация, является процессом образования на поверхности металла тонкой пленки из оксидов с целью придать дополнительные антикоррозионные характеристики для покрытия, таких как цинковое, кадмиевое и другие. Этот процесс осуществляется путем погружения металлических деталей в раствор хромовой кислоты и ее солей, что приводит к образованию тонкой хромовой пленки толщиной менее 1 мкм. Такая пленка обладает высокой степенью коррозионной стойкости и защищает поверхность металла от воздействия агрессивных сред и окружающей среды. Хроматирование также может улучшить адгезию между металлом и покрытием, что повышает качество и долговечность покрытия.
Ⓠ Что такое Кадмиевое покрытие?
Ⓐ Кадмиевое покрытие - это метод защиты поверхностей из стали от коррозии в атмосфере и морской воде, а также от механических повреждений в пресной воде. Для нанесения кадмиевого покрытия на изделие используется электролитический метод осаждения. Он представляет собой процесс, при котором кадмий ионы переносятся на поверхность объекта под воздействием электрического тока. Толщина покрытий обычно составляет от 9 до 25 мкм.
Кадмиевое покрытие является анодным, что означает, что оно препятствует коррозии, действуя как электрохимический барьер. Оно также обладает отличными антифрикционными свойствами, что делает его идеальным для использования в условиях высокой механической нагрузки. Кроме того, кадмиевое покрытие имеет высокую устойчивость к воздействию высоких температур, что делает его особенно полезным для применения в авиационной и космической промышленности.
Покрытия золочением и серебрением наиболее распространены в ювелирном деле, радиоэлектронной и электротехнической промышленности. Золото и серебро придают поверхностям высокую отражательную способность, защищают от коррозии, повышают твердость, создают эстетически привлекательный вид и улучшают проводимость электрического тока.
Применение Родия повышает стойкость металлических изделий к воздействию агрессивных химических веществ и механическим повреждениям. Родирование помогает предотвратить потускнение и окисление серебра, а также придает изделиям декоративность.
Лужение. Олово может быть применено для создания надежной защиты металлических поверхностей от коррозии, благодаря его способности сопротивляться атмосферным воздействиям и формировать устойчивое анодное покрытие на сплавах меди. Олово также повышает прочность и твердость металлических изделий, и может использоваться для защиты меди, цинка, алюминия и стали.
Меднение - это процесс покрытия поверхности изделий различных материалов, чаще всего металлических, медной пленкой толщиной от 1 до 300 мкм. Медное покрытие прекрасно держится на металле и обладает хорошей адгезией, что позволяет использовать его в качестве основы для нанесения других покрытий, например, хромирования. Кроме того, меднение может улучшить свойства материала, такие как коррозионная стойкость и электропроводность, что делает его особенно ценным в промышленности, включая электронику и другие технические отрасли. Меднение может быть выполнено различными способами, такими как электролитическое, химическое меднение.
Отдельно упомяну травление, оно может использоваться для создания рельефных поверхностей, удаления окислов и загрязнений, а также для изменения физических и химических свойств материала. В зависимости от типа травящего раствора и условий процесса, травление может быть выборочным или равномерным. Травление часто применяется в производстве электроники, металлообработке, оптике, микроэлектронике и других отраслях промышленности.
Если технически нет необходимости, то тонкое покрытие, которое равно или менее 1 микрометра, не будет отображаться в обозначении (за исключением случаев с драгоценными металлами).
В обозначении материала покрытия сплавом при необходимости допускается указывать минимальную и максимальную массовую доли компонентов.
- Зл-Н (91,0-93,0) это покрытие сплавом золото-никель с массовой долей золота 91,0-93,0% и никеля 7,0-9,0%.
В случае трехкомпонентного сплава компонентов в сплаве, массовую долю указывают для первого и второго элементов, отделяя их точкой с запятой.
- М-О-С (76; 16) сплав медь-олово-свинец с содержанием 76% меди, 16% олова и 8% свинца.
Порядок обозначения покрытия в технической документации:
- обозначение способа обработки основного металла (при необходимости);
- обозначение способа получения покрытия;
- обозначение материала покрытия;
- минимальная толщина покрытия;
- обозначение электролита (раствора), из которого требуется получить покрытие (при необходимости);
- обозначение функциональных или декоративных свойств покрытия (при необходимости);
- обозначение дополнительной обработки (при необходимости).
В наименовании покрытия не обязательно использовать все составляющие. Если требуется, можно указать минимальную и максимальную толщины через дефис. В названии покрытия можно указать метод получения, материал и толщину, а остальные составляющие необходимо указать в технических требованиях на чертеже.
Обозначения способов получения покрытия описаны в ГОСТ 9.306-85
- Катодное восстановление _ ;
- Анодное окисление Ан;
- Химический Хим;
- Горячий Гор;
- Диффузионный Диф;
- Термическое напыление ГОСТ 9.304-84;
- Термическое разложение** Тр;
- Конденсационный (вакуумный) Кон;
- Контактный Кт;
- Контактно - механический Км;
- Катодное распыление Кр;
- Вжигание Вж;
- Эмалирование Эм;
- Плакирование Пк.
При обозначении покрытия, полученного способом вжигания, указывается марка исходного материала (пасты) в соответствии с нормативно-технической документацией. А при обозначении покрытия припоем, полученного горячим способом, указывается марка припоя по ГОСТ 21930—76, ГОСТ 21931-76.
Обозначения декоративных свойств покрытий
Блеск
- Зеркальное ЗК
- Блестящее б
- Полу блестящее пб
- Матовое м
Шероховатость
- Гладкое гл
- Слегка шероховатое сш
- Шероховатое ш
- Весьма шероховатое вш
Рисунчатость
- Рисунчатое рсч
Текстура
- Кр исталлическое кр
- Слоистое сл
Цвет
Цвет покрытия обозначают полным наименованием, за исключением черного покрытия — ч.
Обозначение функциональных свойств неорганического неметаллического покрытия
- Твердое тв
- Электроизоляционное эиз
- Электропроводное э
Наименование дополнительной обработки покрытия
- Гидрофобизирование гфж
- Наполнение в воде нв
- Наполнение в растворе хроматов нхр
- Нанесение лакокрасочного покрытия лкп
- Оксидирование оке
- Оплавление опл
- Пропитка (лаком, клеем, эмульсией и др.) прп
- Пропитка маслом прм
- Термообработка т
- Тонирование тн
- Фосфатирование фос
- Химическое окрашивание, в том числе наполнение в растворе красителя _ Наименование цвета
- Хроматирование хр
- Электрохимическое окрашивание эл. Наименование цвета
Если покрытие подвергается нескольким видам дополнительной обработки, их указывают в технологической последовательности
Вместо указания дополнительной обработки покрытия пропиткой, гидрофобизированием или нанесением лакокрасочного покрытия, допускается использование марки материала, который используется для этой обработки. Марка материала, используемого для дополнительной обработки покрытия, должна соответствовать нормативно-технической документации на этот материал. Конкретное лакокрасочное покрытие, используемое в качестве дополнительной обработки, должно быть обозначено в соответствии с ГОСТ 9.032-74.
Обозначения способов обработки основного металла
- Крацевание крц
- Штампование ШТМ
- Штрихование штр
- Вибро накатывание вбр
- Алмазная обработка алм
- Сатинирование стн
- Матирование чт
- Механическое полирование МП
- Химическое полирование хп
- Электрохимическое полирование эп
- «Снежное» травление снж
- Обработка «под жемчуг» ж
- Нанесение дугообразных линий дл
- Нанесение волосяных линий вл
- Пассивирование Хим Пас
Обозначение покрытий металлических согласно международному стандарту
Согласно международному стандарту ГОСТ Р ИСО 4042 обозначения покрытий включают следующие правила:
- Материал основного металла и покрытия обозначаются химическим символом элемента.
- Если материал основного металла является сплавом, то он обозначается химическим символом элемента с максимальной массовой долей.
- Основной неметаллический материал обозначается NM, а пластмасса - PL.
- Материал покрытия, состоящий из сплава, обозначается химическими символами компонентов, входящих в сплав, разделяя их знаком дефиса.
- Максимальную массовую долю первого компонента указывают после химического символа первого компонента перед знаком дефиса.
Кадмиевые покрытия - по ИСО 2082.
Цинковые покрытия - по ИСО 2081.
Никелевые покрытия - по ИСО 1458.
Покрытия никель + хром и медь + никель + хром - по ИСО 1456.
Хроматная конверсионная обработка - по ИСО 4520.
Обозначение записывают в строчку в следующем порядке:
- химический символ основного металла или обозначение неметалла, за которым следует наклонная черта;
- способ нанесения покрытия, при котором указывают химический символ металла подслоя;
- химический символ металла покрытия (при необходимости в круглых скобках указывают чистоту металла в процентах);
- цифру, выражающую минимальную толщину покрытия на рабочей поверхности в мкм;
- обозначение типа покрытия (при необходимости);
- обозначение дополнительной обработки и класса (при необходимости)
Для правильного обозначения покрытия поверхности необходимо учитывать обозначение изделия, указанное в ИСО 8991, и соответствовать одной из двух систем: системе А, использующей кодовую систему из приложения F, или системе В, использующей классификацию покрытий из ИСО 1456 (для никель-хром и медь-никель-хром), ИСО 2081 (для цинка), ИСО 2082 (для кадмия) и ИСО 4520 (для хроматных конверсионных покрытий).
Примеры обозначения покрытий ГОСТ Р ИСО 4042
Обозначение по системе В: Fe/Zn8c2C,
где Fe относится к основному металлу;
- Zn относится к металлу покрытия;
- 8 - минимальная толщина покрытия, мкм;
- с - относится к хромато-конверсионному покрытию;
- 2 - класс хромато-конверсионного покрытия;
- С - тип хромато-конверсионного покрытия.
Обозначение по системе А: A3L,
- где А относится к Zn;
- 3 - кодовый номер для 8 мкм;
- L относится к блестящему желтовато-радужному хромато-конверсионному покрытию.
Эффективность коррозионной защиты электролитического покрытия зависит от его толщины, которую можно увеличить. Также можно ввести хроматную конверсионную обработку для более эффективной защиты от коррозии на цинковых и кадмиевых покрытиях. Однако, соприкосновение с другими металлами и материалами, частота и продолжительность смачивания и рабочие температуры могут влиять на защитную способность покрытия.
Методы контроля покрытий на чертеже детали
Контроль внешнего вида покрытия заключается в обнаружении дефектов поверхности с помощью визуального осмотра и может применяться для деталей любых форм и размеров. Оценка качества покрытий может выполняться путем сопоставления образцов-эталонов с размерами и формой, утвержденными заказчиком. Осмотр контролируемых деталей невооруженным глазом производится на расстоянии 25 см от поверхности при естественном или искусственном освещении. Оценка может потребовать использования оптических приборов, что должно быть уточнено в в требованиях чертежа. Для контроля допускается использование оптических приборов (Лупа панорамная с 4-х кратным увеличением ЛП-1-4х ГОСТ 25707 и увеличительная лампа кольцевая с линзой 5 D (x2,25) АТР-6051).
При оценке внешнего вида покрытий необходимо учитывать исходное состояние поверхности детали ГОСТ 9.301. Шероховатость поверхности основного металла по ГОСТ 2789, мкм, должна быть не более:
- Ra 10 (Rz 40) — под защитные покрытия;
- Ra 2,5 (Rz 10) —под защитно-декоративные покрытия;
- Rа 1,25 (Rz 6,3) —под твердые и электроизоляционные анодно-окисные покрытия.
Толщину покрытий контролируют неразрушающими или разрушающими методами, которые приведены в таблице.
Приборы, применяемые для контроля толщины покрытий, приведены в приложении 3 ГОСТ 9.302. Допускается применять другие типы приборов контроля толщины покрытий, обеспечивающие погрешность измерения не более ±10 %. За результат измерения толщины покрытия принимают среднее арифметическое значение не менее трех измерений на поверхности одной детали или на 3-5 деталях одной партии единовременной загрузки, если поверхность одной детали менее 1 см2.
Русский физик Борис Якоби имеет заслугу в открытии гальванического покрытия, которое изменило мир. В 1836 году во время своих экспериментов, он проводил металлы через водные и соляные растворы, подвергаемые электрическому току.
Как рассчитать толщину гальванического покрытия?
Толщина гальванического рассчитывается следующим образом:
q = M/(z*F), где
М – молярная масса металла, г/моль
z – число электронов, переходящих в полуреакции,
F – число Фарадея; для гальванических процессов F = 26,8 А*час/моль
Толщину получаемого покрытия можно определить, используя амперметр, секундомер и таблицу Менделеева, а также имея некоторые знания о химических процессах в целом и о конкретном процессе. В некоторых гальванических процессах выход металла по току составляет 100%, что делает расчет осадка достаточно простым и соответствующим практике гальванического осаждения.
В начале XX века М.У. Шооп создал первые газотермические покрытия, распыливая расплавленный металл струей газа и направляя поток на образец, что позволило получить на его поверхности слой покрытия.
Для напыления используются металлические проволоки, керамические прутки, порошковые металлы и сплавы, а также порошковые керамические материалы. Расширение ассортимента напыляемых материалов и улучшение их качества привело к улучшению качества получаемых покрытий. Современные технологии напыления позволяют восстанавливать и укреплять детали машин и механизмов с помощью порошковых композиционных материалов, а также создавать специальные покрытия с уникальными свойствами. Компания Sandvik Coromant в 1969 году продемонстрировала первые серийные образцы сменных многогранных пластин с износостойкими покрытиями. С тех пор методы нанесения покрытий развиваются с целью управления их химическим составом и структурой, чтобы обеспечить наилучшее сочетание свойств покрытия и основы в различных областях применения инструментальных материалов.
Началом использования современной краски для покрытия металла можно считать начало 1900-х годов, когда появились первые автомобили. Форд использовал первоначально процесс окрашивания, который ранее применялся на каретах. Чёрный был единственным цветом, при котором краска сохла быстро, а скорость была важна для компании Ford из-за большого количества заказов. Автомобиль Model T производился в чёрном цвете только 12 лет подряд из общих 19 лет производства этой модели. В другие 7 лет цвета были разные – зелёный, ярко красный, тёмно синий, коричневый, тёмно-бордовый и серый.
В 1923 году автомобиль Oakland (предшественник Pontiac) был первым, который был покрашен методом распыления. После этого было внесено много улучшений в процесс распыления и сушки, но именно этот шаг стал прорывным в производстве покраски и значительно повлиял на качество и скорость производства.
Каждый год на рынке появляется около 1000 новых оттенков, и за последние 30 лет было накоплено от 25000 до 40000 различных цветов в банке данных.
Стандарт ГОСТ 9.303 устанавливает интервал толщин покрытия металлических и неметаллических неорганических покрытий, который обеспечивает защитную способность для условий эксплуатации покрытий по ГОСТ 15150 и (или) его функциональные свойства в заданных условиях при длительных сроках службы изделия.
Стандарт ГОСТ 31993 для материалов лакокрасочных. Определение толщины покрытия:
- измерение толщины покрытия приборами, использующими механический контакт;
- магнитные методы.
Как узнать рекомендуемую толщину лакокрасочного покрытия?
ISO 12944 объединяет три фактора:
- используемая система ЛКП,
- условия эксплуатации,
- продолжительность срока службы.
То есть период времени, в течение которого система способна обеспечивать надежную защиту от коррозии, вот несколько категорий: низкий (Low) – до 7 лет, средний (medium) – от 7 до 15 лет, высокий (high) – от 15 до 25 лет и очень высокий (very high) – свыше 25 лет.
Дополнительно существуют методы контроля покрытий:
- пористости покрытий,
- прочности сцепления покрытий,
- защитных свойств неметаллических неорганических покрытий,
- химического состава покрытий,
- защитных свойств металлических покрытий,
- функциональных свойств покрытий,
- другие для контроля специальных свойств.
Методы контроля специальных свойств покрытий относятся к рекомендуемым.
В заключение, металлические и неметаллические покрытия металла являются необходимыми для защиты металлических поверхностей от различных воздействий. Выбор покрытия зависит от условий эксплуатации и требований к качеству. Правильный выбор покрытия может продлить срок службы изделия и снизить затраты на ремонт и обслуживание. Если возникают сомнения в выборе, необходимы консультации со специалистами.
Если у вас возникли интересующие вопросы по теме статьи, не стесняйтесь задавать их в комментариях. С радостью отвечу на них и помогу вам разобраться в тонкостях данной темы idea@wmid_com, другие контакты на главной странице блога.
Для тех, кто хочет углубить свои знания на эту тему, рекомендую ознакомиться со статьей "Обозначение свойств термической обработки металла на чертеже".
Если вам понравилась статья. ✅Хотите помочь нам продвигать наш контент? Вот что нужно сделать:
1.👉Подписаться на канал «Личный блог инженера Павла Самуты»: inzhener_konstruktor, чтобы получать уникальный контент
2.💬Оставляйте комментарии с вашим мнением по теме, чтобы обсудить важные вопросы
3.❤️Ставить лайки, чтобы показать свою поддержку и помочь нам продвигаться
4.📢Рассказывать о нашем контенте друзьям и знакомым, чтобы расширить аудиторию
✅Так мы сможем достичь большего числа пользователей!