Компания «Фильтры индустриальные газоочистные» («ФИНГО») – первое предприятие Советского Союза по производству фильтров для очистки атмосферы от выбросов металлургических и угольных предприятий. Было основано в 1944 году под названием «Завод газоочистительной аппаратуры» в поселке Семибратово Московской области. Сегодня предприятие производит современные фильтры со степенью очистки до 99,97 % вредных веществ, а в ряде случаев – до 99,999 %. Какие технологии применяются для построения современных газоочистных сооружений? Как выполняется монтаж таких фильтров? Как ведется работа над повышением эффективности фильтров? Эти и другие вопросы мы задаем Сергею Усачёву, руководителю центра инжиниринга и реализации проектов ООО «Финго-Комплекс».
ИСУП: Сергей Александрович! Расскажите, пожалуйста, немного об этапах развития компании. Ведь это первое предприятие в нашей стране, которое было создано специально для изготовления промышленных фильтров, защищающих атмосферу от выбросов металлургических и других предприятий.
С. А. Усачёв: Совершенно верно. Наша компания была основана в 1944 году, а первая продукция была выпущена в 1947 году – еще до окончания строительства нашего завода. То есть мы уже более 78 лет производим газоочистное оборудование. За этот период было выпущено более 1 300 000 тонн продукции, если мерить в тоннах, а если в реализованных проектах, то более 3 тысяч установок газоочистки. Экспортные поставки осуществлялись в 56 стран. Когда-то завод был практически монополистом на своем рынке, изготавливал всё газоочистное оборудование для советской промышленности.
ИСУП: Расскажите, пожалуйста, какие типы фильтров вы производите? Каковы ваши компетенции?
С. А. Усачёв: Мы для себя выделили два основных направления: это электрофильтры и рукавные фильтры. Но также выпускаем всевозможные циклоны, скрубберы, системы Вентури и прочее газоочистное оборудование. Кроме того, в сотрудничестве с иностранными технологическими партнерами занимаемся системами сероочистки и азотоочистки.
ИСУП: Несмотря на такую непростую ситуацию в мире продолжаете с ними сотрудничать?
С. А. Усачёв: У нас партнеры как на Востоке, так и на Западе. С восточными мы продолжаем общаться и сотрудничать. Да и с западными тоже, не все отворачиваются от России. Бизнес есть бизнес, диктует не только политика.
Относительно компетенций добавлю, что у нас завод полного цикла, поэтому мы можем реализовать проекты «под ключ», начиная от проектирования и заканчивая монтажом, пусконаладкой и послегарантийным обслуживанием. Но чаще мы занимаемся проектированием установок, то есть разрабатываем конструкцию, выдаем рабочую документацию, осуществляем производство и поставку, а также авторский надзор при монтаже и пусконаладке.
ИСУП: Насколько вашу область можно назвать инновационной? И какие из новых технологий являются вашими?
С. А. Усачёв: Наша отрасль несколько консервативна. Она существует уже сто лет, и принципиально новые технологии здесь пока не применялись. Однако свои инновации здесь внедряются, все они призваны вносить улучшения в конструкцию для того, чтобы снизить металлоемкость, ускорить монтаж, повысить эффективность фильтра, сделав его при этом меньше, – короче, оптимизировать решение для заказчика. Уместно будет сказать, что с 1991 года нами получено больше 70 патентов, а за последние три года – 12 патентов, и еще порядка 30 заявок на патенты находятся в работе в инжиниринговом центре.
ИСУП: Расскажите, пожалуйста, подробней об электрофильтрах и рукавных фильтрах. Что они собой представляют и как ведется работа над ними?
С. А. Усачёв: Существуют две основные технологии очистки газов от пыли: электрическим методом и механическим – с помощью тканевых фильтров. Электрофильтры (рис. 1) предназначены для высокоэффективной очистки воздуха от твердых и жидких частиц (это аэрозоли, туманы и прочие загрязняющие вещества), они применяются в энергетике, черной, цветной металлургии и многих других отраслях промышленности. С помощью коронного разряда электрофильтр заряжает взвешенные в газе частицы, после чего под воздействием электрических сил частицы притягиваются к положительно заряженным электродам, а потом с помощью механического встряхивания осыпаются с электродов в бункера и удаляются. Питание электрофильтров осуществляется от агрегатов питания – повышающих трансформаторов с номинальным выпрямленным напряжением от 80 до 150 кВ.

Рис. 1. Электрофильтры «ФИНГО»: а – на Бийской ТЭЦ; б – в г. Кивиыли, Эстония
Вторая технология – это так называемая механическая очистка с помощью тканевых фильтров, в частности рукавных, которые мы выпускаем. Можно сказать, что рукавный фильтр – это большой промышленный пылесос (рис. 2). В нашем исполнении они представляют собой конструкцию с круглым рукавом, вертикально подвешенным на каркасе в камере грязного газа, куда подается дымовой газ. Проходя через рукав, газ очищается от пыли, оседающей на ткани, и удаляется наружу через камеру чистого газа. Потом внутрь рукава подается импульсное встряхивание, под воздействием которого пыль осыпается в бункер и удаляется.
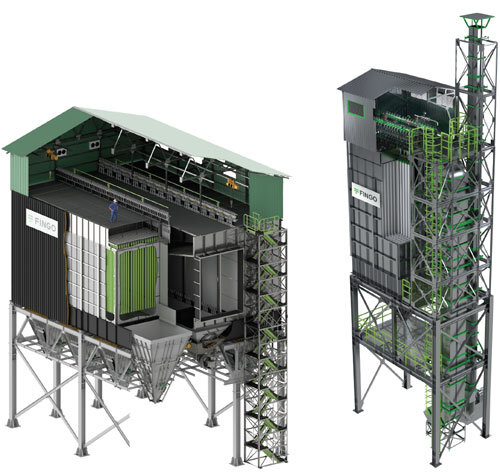
Рис. 2. Рукавный фильтр «ФИНГО»: две проектные модели
ИСУП: Вы назвали свое предприятие заводом полного цикла. Повышающие трансформаторы, дроссели для электрофильтров – это ваше производство или стороннее?
С. А. Усачёв: Это комплектующие к нашему оборудованию. У себя на заводе мы изготавливаем все металлоконструкции: корпус и всё внутреннее механическое оборудование. Трансформаторы мы не выпускаем, а закупаем их, как и прочую электрическую часть, у заводов‑партнеров, проверенных предприятий в России и дружественных странах.
ИСУП: А как налажена работа по доставке и монтажу электрофильтра на предприятии? Сколько времени такой монтаж может занимать? Какие требования к системам электропитания для штатной работы фильтра?
С. А. Усачёв: Электрофильтр – это крупное промышленное сооружение, иногда размером с 5‑этажный дом. Вся система для очистки ТЭЦ или, например, линейного двора доменной печи, где летят миллионы кубометров газов, может весить от трехсот до полутора тысяч тонн. Поэтому электрофильтр поставляется в разобранном виде. На заводе производится только крупноузловая сборка, затем продукция отгружается с завода, как правило фурами, и собирается на месте у заказчика. Обычно эту работу выполняет специализированная монтажная организация, которая нанимается заказчиком либо выступает у нас на субподряде. От нашего инжинирингового центра на место монтажа выезжают шеф-инженеры, которые помогают монтажной организации правильно смонтировать фильтр, обращают внимание на определенные нюансы при его сборке, а также контролируют все этапы сборки нашего оборудования. Потом уже происходит процесс пусконаладки и обучение специалистов эксплуатирующей организации. В среднем монтаж занимает от 3 до 6 месяцев.
Что касается требований к системам электропитания, то тут всё зависит от возможностей эксплуатирующей организации, о которых она сообщает заранее. Мы подбираем оборудование под запросы клиентов.
ИСУП: Какова степень автоматизации вашего предприятия? Ведь автоматизация важна не только для качества продукции, но и для скорости разработки, отгрузки и хорошей конкурентоспособности.
С. А. Усачёв: У нас позаказное производство, не серийное, поэтому тут можно говорить скорей о точечной, а не полной автоматизации производственного процесса. Придя на наш завод, вы не увидите конвейера, как на сборке автомобилей, потому что промышленный фильтр всегда изготавливается по индивидуальному заказу, с учетом всех ограничений и габаритов, обозначенных заказчиком. За всю свою историю «ФИНГО» ни разу не выпустило двух одинаковых фильтров.
При этом, безусловно, какие-то узлы и части оборудования унифицированы, их производство автоматизировано максимально возможным образом. Тем более сейчас, когда инвесторы вкладывают большие средства в модернизацию нашего производства, которая местами осуществляется без остановки рабочих процессов.
ИСУП: А если говорить о софтовой части? На чем проектируете?
С. А. Усачёв: У нас современное программное обеспечение. Большинство наших программ на базе Autodesk: это Inventor, AutoCAD. Мы используем гидродинамическое моделирование CFD – модуль от Autodesk, а также софт для строительных расчетов ПК Лира. С уходом Autodesk ситуация немного осложнилась, поэтому начинаем применять российские аналоги, например такие, как nanoCAD для выпуска чертежей.
ИСУП: Расскажите, пожалуйста, о вашем станочном парке.
С. А. Усачёв: Станочный парк нашего предприятия содержит более 500 единиц оборудования. Хочу отметить одну важную особенность: благодаря своей богатой истории завод обладает необходимой оснасткой для изготовления запчастей к фильтрам всех типов и поколений, когда-либо здесь выпускавшимся. К нам обращаются заказчики за запчастями для фильтров, которым иногда по 40–50 лет.
ИСУП: Некоторое время назад Магнитогорский металлургический комбинат, один из ваших старейших клиентов, после проведенной модернизации стал использовать зарубежные фильтры. Как сегодня обстоят дела с вашим сотрудничеством с Магниткой и насколько в принципе для вас ощутим уход с рынка зарубежных конкурентов?
С. А. Усачёв: Иногда сами зарубежные конкуренты обращаются к нам за помощью в шефмонтаже и пусконаладке оборудования, которое они монтировали. Это к слову. Другой вопрос, с чем связано использование зарубежных фильтров нашими металлургами, и это не только Магнитка, но и Новолипецкий комбинат, Северсталь, ЕВРАЗ. Дело в том, что они часто хотят получить весь проект «под ключ», а на этапе тендера или предтендерных запросов – весь базовый инжиниринг бесплатно. Крупные зарубежные компании, которые занимаются этими проектами, имеют возможность выполнить инжиниринг на этапе предтендера бесплатно (условно-бесплатно, заказчик потом переплачивает за конечное решение, куда включена стоимость этих работ). Сейчас кое-кто из заказчиков уже обжегся на таких решениях, поскольку иностранные производители не выводят свое оборудование на необходимые параметры работы, а заказчику потом приходится бегать по рынку и искать компанию, которая для него доделает эту работу.
ИСУП: Приведение очистной системы в соответствие с новыми экологическими требованиями зачастую предполагает увеличение ее конструктивных размеров. Как вписываете новые фильтры в старые габариты?
С. А. Усачёв: На самом деле, это тема для небольшой конференции, ведь данной проблематикой главным образом и занимается наш инжиниринговый центр. Все наши разработки, все инновации, все патенты, о которых я упоминал, направлены как раз на то, чтобы сделать фильтр эффективней в тех же габаритах. Существуют различные методы повышения эффективности фильтров. Допустим, в электрофильтрах можно применить новые источники питания, которые позволяют если не изменить габариты, то повысить эффективность фильтра с той же площадью осаждения. Или уменьшить ее, но оставить ту же эффективность (в зависимости от требований заказчика). Можно применить новые коронирующие электроды, которые позволяют повысить эффективность фильтра. Ну и, естественно, нам помогает гидродинамическое моделирование, поскольку мы на этапе проектирования можем понять проблему и внести коррективы в конструкцию, для того чтобы максимально эффективно использовать рабочую (активную) зону фильтра: чтобы не было проскоков дымовых газов и вся площадь сечения фильтра использовалась с оптимальными скоростями потоков газов.
ИСУП: Не могу не задать следующий вопрос. Насколько соответствует экологическим требованиям ваше собственное производство? Какие очистные системы применяются на заводе?
С. А. Усачёв: Мы соответствуем экологическим требованиям, у нас нет никаких предписаний от контролирующих органов. На нашем заводе сейчас проходит модернизация системы аспирации сварочных постов и системы газоочистки плазменной резки. Плюс у нас в стадии реконструкции покрасочный цех, который после окончания работ будет отвечать всем экологическим требованиям и нормам.
Статья опубликована в журнале «ИСУП»
Статья на сайте журнала >>