В статье: пример доработки обычного бытового фотополимерного 3D-принтера для возможности печати высоковязкими фотополимерами.
Введение
Фотополимерные принтеры бытового и полупрофессионального класса используют принцип построения снизу-вверх, при котором используется ванна с небольшим объемом фотополимера, а слой формируется за счет выдавливания фотополимера из-под выращиваемой модели при опускании платформы:
Цикл печати при этом такой:
Шаг 1 – засветка
Шаг 2 – поднятие платформы, чтобы обеспечить отрыв модели от дна платформы
Шаг 3 – опускание платформы, так чтобы между дном ванны и моделью осталось пространство в толщину слоя
При опускании происходит выдавливание жидкого фотополимера в стороны. Очевидно, что чем выше вязкость фотополимера – тем тяжелее его выдавить в стороны.
Обычно фотополимерные смолы имеют небольшую вязкость. Вязкость «обычных» фотополимерных смол обычно не превышает 400 мПас, что не вызывает проблем при печати на разумных скоростях опускания платформы. Вязкость высокопрочных, ударостойких, инженерных смол может достигать 1000 мПас и при их печати уже возможны проблемы, связанные с тем, что фотополимер трудно выдавить. Проблему решают подогревом фотополимера (чем выше температура – тем ниже вязкость) и уменьшением скорости опускания платформы с деталью. Но все равно наблюдается нестабильность толщины слоя, связанная с нехваткой жесткости принтера.
При большой вязкости фотополимера печать становится невозможной – шаговый двигатель на оси Z начинает пропускать шаги.
Вязкость же суспензий на базе фотополимерных смол обычно превышает 1000…5000 мПас и может достигать превышать 10 000 мПас. Уточнение - кажущаяся вязкость. Суспензии на основе фотополимерных смол - неньютоновские жидкости, и их вязкость зависит от скорости. Чем меньше скорость течения - тем ниже вязкость. Для печати такими суспензиями используются специальные принтеры с различными способами формирования слоя, о некоторых из них я писал здесь.
Но что делать, если на специальный принтер нет денег или нет возможности их приобрести, а печатать высоковязкими суспензиями необходимо?
Доработка бытового принтера
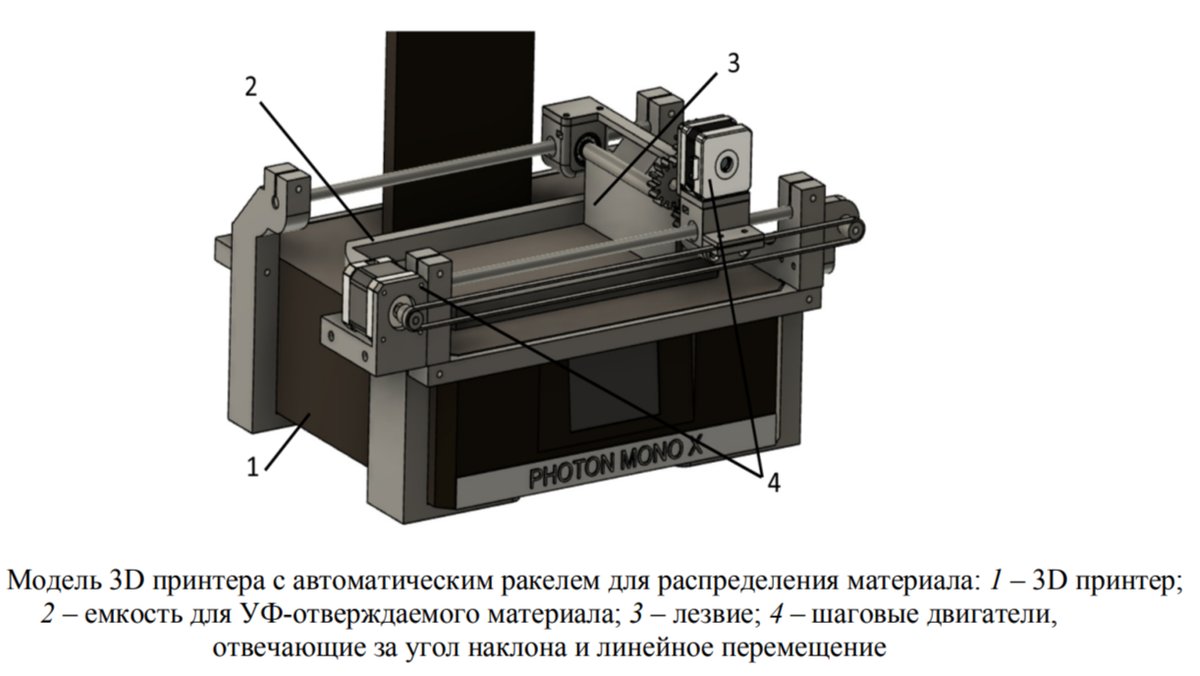
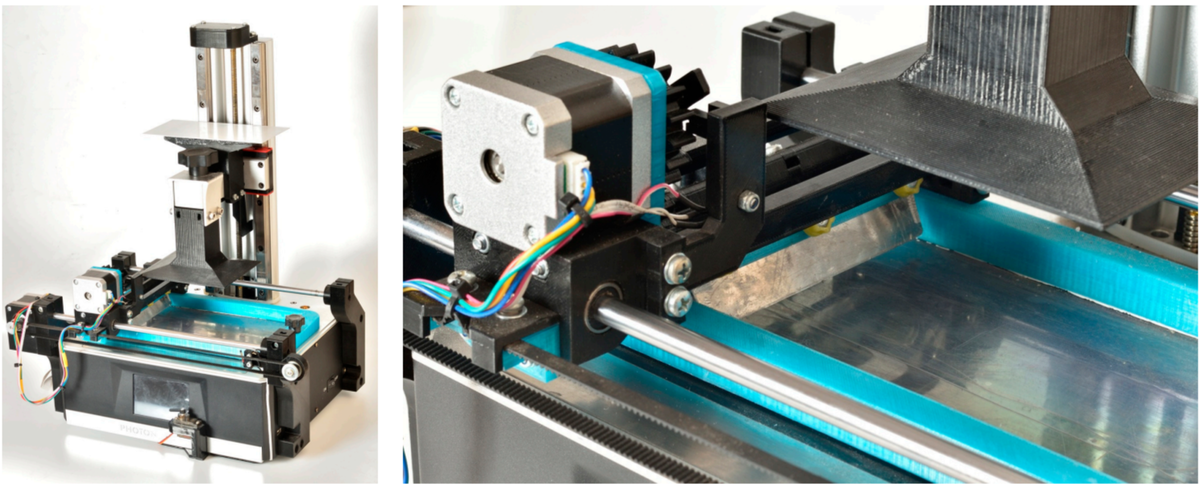
Опыт показал, что возможно доработать обычный бытовой принтер – оснастить его ракелем и приводом:
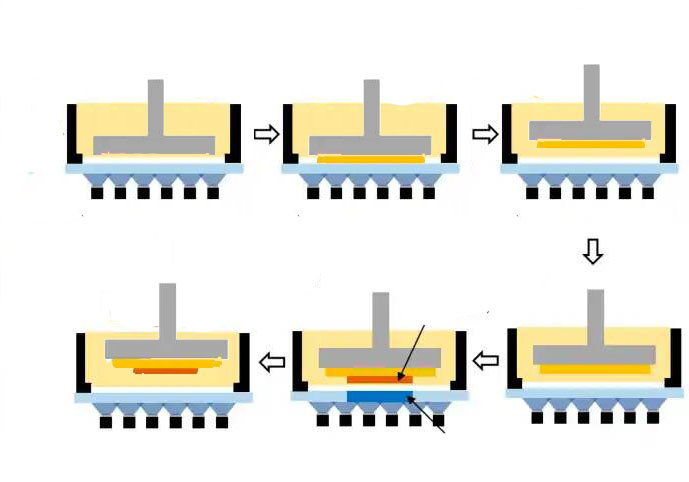
Работа механизма осуществляется в следующей последовательности:
Шаг 1. Засветка слоя
Шаг 2. Подъем платформы с деталью
Шаг 3. Формирование тонкого слоя перемещением ракеля. Ракель разравнивает фотополимер, формируя очень тонкий слой, излишки фотополимера сдвигаются к краю ванны
Шаг 3. Опускание платформы с деталью. Благодаря тонкому слою выдавливание фотополимера практически не требуется.
Очевидно, что данное решение имеет недостатки:
– требуется большая высота подъема платформы, т.к. требует поднять деталь выше высоты ракеля (т.е. выше краев ванны), что требует значительного времени на подъем-опускание платформы.
- сокрушается поле печати, т.к. края ванны заняты ракелем и излишками фотополимера.
- требуется постоянно следить за уровнем фотополимера, т.к. его количество в ванне небольшое и необходимо ручное добавления фотополимера в ванну по мере печати.
Но тем не менее – данное решение работает, и позволяет печатать суспензиями вязкость свыше 10 000 мПас.
Заключение
Данная доработка принтера осуществлена исследователями Томского государственного университета, был доработан принтер Anycubic Foton Mono X, и доработанный принтер использовался в различных исследованиях по печати керамики и деталей из высокоэнергетических материалов.
Будет ли популярной такие доработки – трудно сказать, но сама доработка – интересна.
Статья про новый отечественный SLA 3D-принтер для печати высоковязкими суспензиями:
Обзорная статья по теме:
Статья по печать высоковязкими суспензиями: