В производстве ПЭТ-бутылок используют преформы ― заготовки для выдува. Применение этих изделий позволяет упростить, ускорить и стандартизировать дальнейший процесс изготовления тары. Рассмотрим подробнее, что такое преформа для ПЭТ-бутылок, как ее производят и на что ориентироваться при выборе.

Что такое преформа для бутылок
Она представляет собой заготовку, из которой потом выдувают бутылку. Изготавливается из полиэтилентерефталата (ПЭТ) ― одного из самых распространенных полимеров для производства тары. Пластиковое сырье в виде гранулята загружают в термопластавтоматы, а затем отливают заготовки под давлением.
Получается изделие, внешне похожее на пробирку или колбу и состоящее из двух частей:
- Горло с заданными параметрами, которое уже не меняется при выдуве бутылки. Должно иметь высокую точность и повторяемость.
- Стенки и дно при выдуве будут растягиваться и менять форму, превращаясь в корпус бутылки.
Преимущества изделий
Что такое ПЭТ-преформы с точки зрения экономической эффективности для бизнеса? Использование этих изделий позволяет сократить расходы на изготовление и транспортировку бутылок и увеличить объемы выпуска продукции.
Чем хороши преформы:
- Меньший расход сырья и более высокая прочность, чем при изготовлении бутылок из полиэтилена низкого давления (там заготовки не создают).
- Небольшие размеры и малый вес важны для снижения стоимости хранения и перевозки.
- Универсальность ― из одной заготовки можно получить бутылки разной формы, объемов и габаритов, нанести на стенки логотип или рисунок.
- Возможность быстрого масштабирования. Проще и быстрее наладить массовый выпуск продукта, когда есть возможность делать большие партии заготовок для бутылок.
Преформы из ПЭТ используют как производители тары, так и предприятия полного цикла, которые выполняют все технологические операции ― от изготовления бутылок до розлива и укупоривания. Как правило, отливать заготовки в собственном цеху дешевле, чем закупать на стороне. Но для этого нужно приобрести оборудование.
Виды преформ
Выбираются в зависимости от продукта, особенностей изготовления и экономических расчетов. Общая классификация включает в себя следующие виды преформ.
По типу продукции
Разные заготовки используют для фасовки пищевых жидкостей:
- питьевой и газированной воды,
- молочной продукции,
- соков,
- сиропов,
- растительных масел,
- соусов,
- пенных напитков.
Также применяют при производстве бытовой химии, косметики, фармацевтических препаратов.
По весу и объему
Эти параметры напрямую взаимосвязаны, а еще зависят от формы бутылки и требованиям к ее прочности. Вес преформ может значительно варьироваться: от 15 г для бутылок 0,33-0,5 л до 770 г для бутылей 20 л для кулеров.
Как правило, из тяжелых заготовок изготавливают тару либо большого объема, либо высокой плотности, чтобы бутылка была жесткой и прочной, а стенки выдерживали давление газированных жидкостей. Так, если в бутылку 2 л будут разливать питьевую воду, преформа может весить 36 г, а если газировку — уже рекомендуется 45 грамм.
Стандартные соотношения в таблице:
По конструкции
Пластиковые заготовки бывают трех видов:
- Универсальные – самые распространённые с ровной поверхностью. Стандартного размера и формы, подходят для выдува разных типов бутылок.
- Толстостенные – с толщиной стенок до 4,5 мм. Они просты в изготовлении, однако больше времени тратится на разогрев материала. Это снижает производительность и технологически возможно не на всех видах оборудования.
- Тонкостенные быстрее и проще прогреваются. Но толщина менее 3 мм требует изменения технологии: придется повысить температуру и увеличить скорость экструзии на 10-15%, что повышает цену готовых изделий.
- Укороченные удобнее при хранении и транспортировке (в ящик помещается на 30-40% больше, чем универсальных). Но из них можно изготавливать бутылки только на высокопроизводительном современном оборудовании.
По виду горла
Часто горлышко выбирается под крышку, от которой зависит резьба, система запирания и герметизации.
Самые распространенные размеры:
Параметры горла регламентируются стандартами производства крышек:
- PCO – один из самых распространенных с диаметром 28 мм. Используется в производстве воды, соков, газированных и пенных напитков. Стандарт менее распространен в России, но такие преформы отличаются легкостью и экономичностью. Существует два подвида с разной высотой горлышка.
- BPF – диаметр крышки 28 мм, как у РСО, но она тяжелее и отличается по конструкции. Применяется при розливе разных жидкостей, в том числе пищевых и пенящихся: горлышко успешно сдерживает давление газов.
- Bericap – диаметры 38 мм и 48 мм и широкая сфера применения: выпуск молочной продукции, воды, бытовой и автохимии.
- DIN – разнообразие диаметров 18, 20, 24 или 28 мм, по этому стандарту производят тару для бытовой химии, косметики и фармы.
- VNF – для тары под крепкий алкоголь.
- OIL – для розлива как растительных, так и машинных масел.
Как делают преформу: этапы, технология, сложности
ПЭТ – достаточно капризный материал по сравнению с другими полимерами. Он более жидкий, впитывает влагу, под давлением легко кристаллизуется и твердеет, а при неправильном нагревании может изменить цвет или помутнеть. Чтобы получить качественные изделия, важно соблюдать технологию изготовления.
Рассмотрим подробнее, как производят преформу. Этот процесс состоит из нескольких этапов.
1. Сушка сырья
Полиэтилентерефталат обладает высокой впитывающей способностью. Поэтому очень важно хорошо высушить сырье, чтобы на готовой таре не появились пузыри или трещины.
Выделяют две технологии сушки ПЭТ-гранул. Первая – нагрев горячим воздухом +180 град. в течение 5-6 часов. Вторая – принудительное вытягивание влаги, для которого нужна специальная установка. Этот метод считается более сложным и дорогостоящим, но и более эффективным.
2. Расплав гранул
Высушенный полимер подается в литьевую машину, где плавится и превращается в однородную массу. На этом этапе необходимо добиться нужной текучести сырья, но не перегреть его.
3. Отливка преформ
Расплав заливается в пресс-форму, где под давлением формируются заготовки. Здесь важно точное дозирование сырья, чтобы получить преформы одинакового размера и плотности
4. Охлаждение и выгрузка
В холодной части пресс-формы готовые изделия охлаждают. Нужно сделать это быстро, чтобы преформы не получились мутными и не затвердели. Выгружают их либо с помощью робота, либо выдувая мощным потоком воздуха.
Если нужно получить заготовки разных размеров и форм, пресс-формы меняют и повторяют весь процесс.
Оборудование для производства преформ
Для литья преформ под давлением используется два вида оборудования. Термопластавтомат отвечает только за отлив заготовок. Инжекционно-выдувная машина выполняет два этапа работ: и отливает преформу и сразу, пока она полностью не затвердела, выдувает из нее тару. Такое оборудование позволяет оптимизировать технологический цикл и выпускать большие партии товара. Используется, в основном, на крупных заводах-производителях напитков.
Также в технологических операциях применяются:
- сушилка для сырья,
- пресс-форма;
- система охлаждения,
- транспортер или робот для перемещения изделий,
- измельчители отходов.
Выбор станков и комплектации зависит от производственных задач. Важно найти грамотного поставщика оборудования.
Работу машин можно оценить по качеству готовых преформ:
- Резьба на горле должна быть прозрачной, с точными размерами и правильно обработанной поверхностью. Малейшие дефекты могут помешать укупорке.
- Дно должно быть тоже прозрачное и плотное.
- Стенки — равной толщины, без трещин, царапин, дырок и мутных участков. При выдуве они растянутся в 7-10 раз, и любые повреждения станут очень заметными.
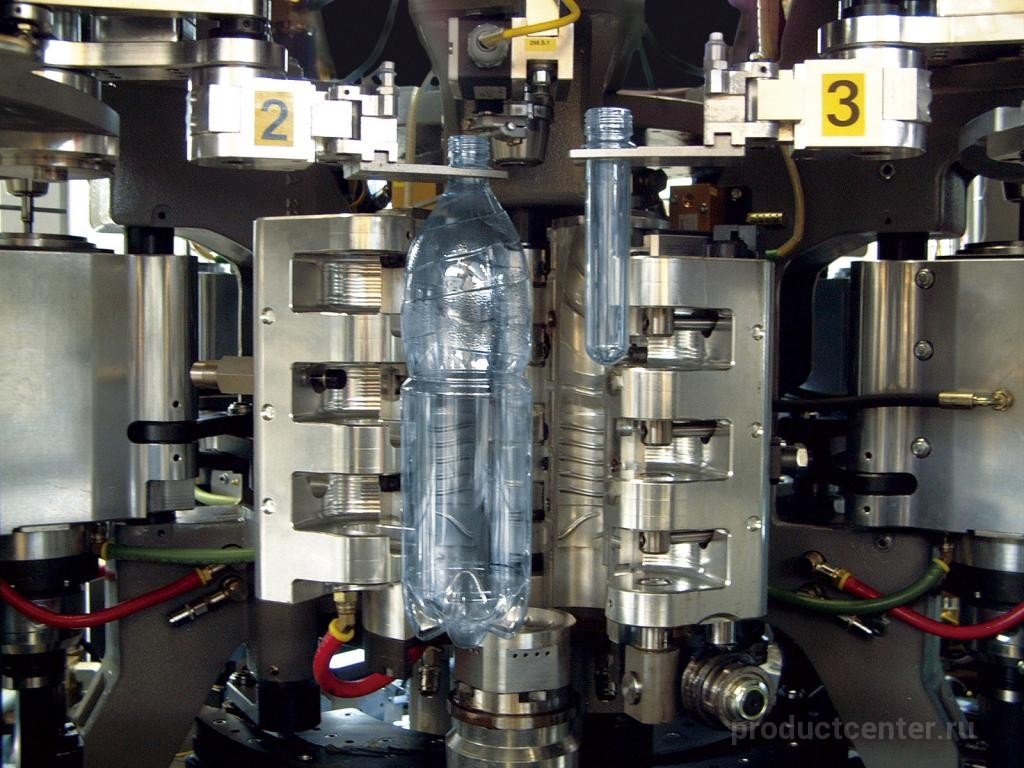
Дальнейшее использование преформ: выдув ПЭТ-бутылок
Следующий этап после отливки преформ на термопластавтомате – выдув ПЭТ-бутылок. Производитель пищевых или химических жидкостей может как заказывать готовую тару, так и установить выдувное оборудование на собственном производстве. Второй вариант предпочтительнее: не нужно подстраиваться под поставщиков и организовывать перевозку и хранение пустых бутылок.
Мощное и надежное оборудование выдува предлагает ПО «ПАККА». Преимущества наших аппаратов:
- Большой запас прочности за счет качественных тяжелых узлов и механизмов.
- Качественные комплектующие от проверенных поставщиков.
- Гибкие настройки выдува для работы с заготовками любого размера.
- Точность габаритов и объемов тары.
- Минимизация брака. Пресс-форма сконструирована так, что не раскроется под давлением, бутылка не порвется и не деформируется.
У нас можно приобрести оборудование под любые объемы и задачи:
- Универсальный автомат выдува бутылей от 3 до 6 л. Производительность — до 1500 шт./ч., брак — до 0,3%. Можно выпускать тару практически для любых жидкостей.
- Автомат выдува ПАККА-АВ-2000 или 3000 - со сверхнадежной системой запирания пресс-форм и низким энергопотреблением. Обеспечивает равномерный нагрев пластика и высокое качество готовых изделий.
- Полуавтомат ПАККА-600 с двухэтапным выдувом позволяет изготавливать бутылки сложной формы или большого объема, наносить на них узоры, буквы, логотипы.
- Печь нагрева преформ ПАККА-1200Н оснащена элементами, исключающими брак при выдуве.
Нужна помощь с подбором оборудования? Заполните форму на сайте. Мы ответим и подберем аппараты под ваши технические требования. Можем разработать комплексные решения по оснащению производства.