Молекулярная ориентация происходит как в MD, так и в TD направлениях.
MD- Вертикальное направление, вдоль прохождения пленки или ее еще называют машинным направлением, достигается за счет коэффициента вытяжки пленки (DDR).
TD-Поперечное направление, горизонтальное достигается за счет коэффициента раздува (BUR).
Как правило, с увеличением TD уменьшается MD, но все необходимо рассматривать индивидуально.
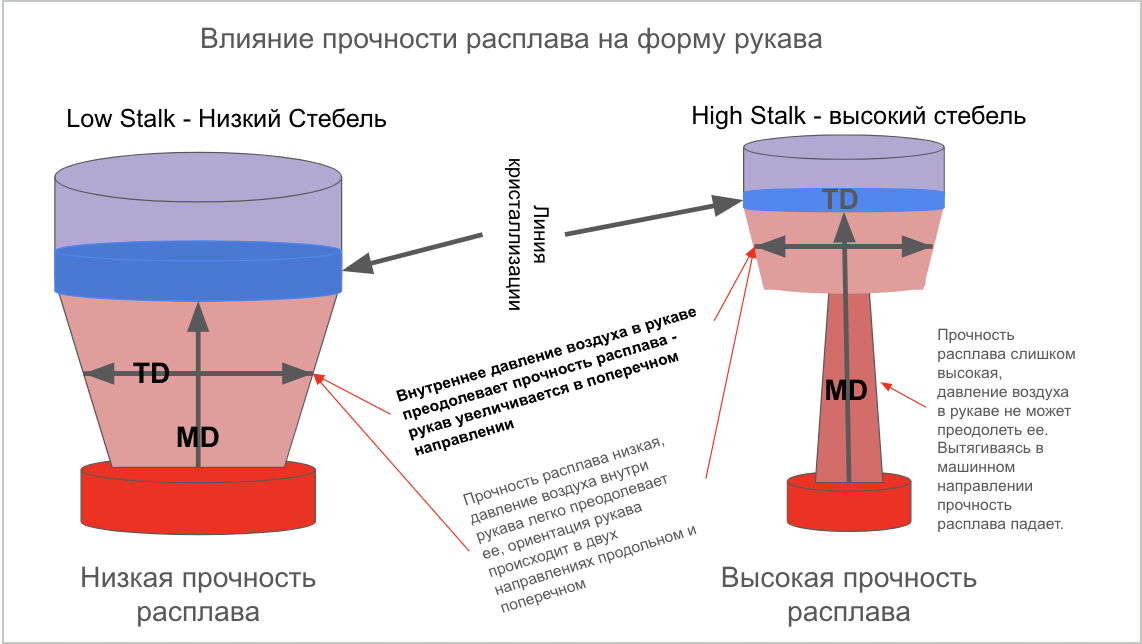
На рисунке приведены примеры того, как прочность расплава управляет формой пузырьков и последовательностью молекулярной ориентации.
Одновременная ориентация происходит в обоих направлениях с пузырем Low Stalk(низкий стебель).
Ориентация сначала происходит в MD, а затем в обоих направлениях с пузырями High Stalk. Пузырьки ПЭНД обычно устанавливаются как пузырьки High Stalk (высокий стебель).
Свойства растяжения часто улучшаются путем замены смолы или добавления другой смолы.
ПЭВД и ЛПЭВД являются мягкими смолами, ощущение, которое вы получаете, когда разрываете пленку, может быть очень обманчивым, лучше пользоваться для изучения лабораторным оборудованием.
Ориентация, форма рукава и время охлаждения влияют на такие характеристики как прочность, удлинение, оптика, блеск и усадка.
Можно повлиять на сопротивление разрыву:
- Увеличить коэффициент раздува → Увеличить MD
- Уменьшить ширину зазора → Увеличить MD
- Увеличить температуру → Уменьшить MD
Оптику, блеск — тоже можно себе представить.
Но что такое усадка? - это уменьшение размеров пленки, вызванное внешним источником тепла.
Термоусадочная пленка широко используется для упаковки банок, бутылок, кирпичей, книги, ящики и многое другое.
Процесс выглядит следующим образом - пленка нагревается, сжимается (усаживается), в результате чего получается прочная, надежная упаковка. Изготовленную пленку можно нагревать открытым пламенем или в специальных печах.
Нормальные значения усадки для материалов LD и LLDPE варьируются в пределах:
ТД → 80-60%
МД →20-40%
Эти значения можно определить только в лабораторных условиях.
Многие клиенты хотели бы коэффициент усадки 50:50%.
К сожалению, в настоящее время это невозможно.
Коэффициент 60:40% уже трудно достижим.
Внимание!
Значения усадки могут меняться при одном и том же диаметре матрицы, но с оборудованием другого производителя! Разные спиральные оправки — разные характеристики потока расплава.