
Если перед вами стоит задача по резке медного листа или трубы, вы, наверняка, думали об использовании волоконно-лазерного станка. И были правы — лазерный станок подойдет для этой работы, однако вам следует учесть нюансы обработки высокоотражающих материалов. Что это за материалы и на что следует обратить внимание для выполнения такой задачи — обсудим в этой статье.
Высокоотражающие материалы и коэффициент поглощения
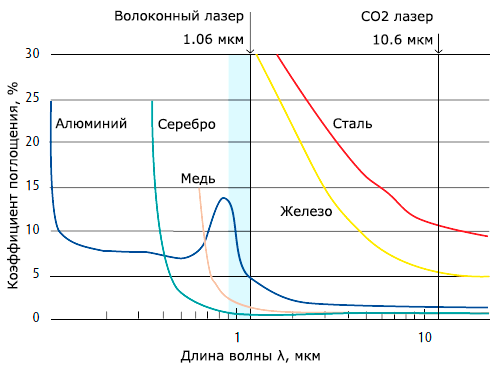
Для начала разберемся с основными физическими принципами. При обработке металла с помощью лазерного луча мы подвергаем материал воздействию электромагнитного излучения определенной длины волны. Волоконные лазеры генерируют излучение с длиной волны около 1 мкм, газовые — около 10.6 мкм. Каждый материал по-разному поглощает лазерное излучение. Коэффициент поглощения определяет, сколько энергии лазерного луча сможет воздействовать на металл, а сколько просто отразится обратно. На графике ниже видно, что у черной стали коэффициент поглощения излучения волоконного лазера превышает 30%. Однако при работе с медью не более 2% излучения будет поглощено металлом, а около 98% — отразится обратно. К материалам с низким коэффициентом поглощения также относят алюминий, латунь и серебро. Данный график справедлив для непроникающего воздействия — до выполнения прокола. После прокола коэффициент поглощения излучения значительно возрастает.
Защита от обратного излучения на волоконном лазере
Итак, во время прокола 98% сгенерированного излучения будет отражено от поверхности медного листа. Куда пойдет это отражение? Во все стороны. В том числе, обратно в лазерный источник через лазерную голову, QBH-коннектор и оптический кабель. Обратное излучение может повредить лазер, поэтому многие владельцы и операторы лазерных станков опасаются работать с материалами с высоким коэффициентом отражения.
Спешим успокоить: во-первых, современные лазерные источники обладают системой защиты от обратного отражения луча, а, во-вторых, медь отражает так много излучения только до момента прокола. После того, как прокол выполнен, коэффициент поглощения растет в разы. Но даже 2% сфокусированного излучения достаточно, чтобы быстро пробить металл и начать резку.
Как работает защита от обратного излучения? Для этого в конструкцию лазера добавляют поглотители ИК-излучения, которые преобразуют обратное излучение в тепло. Компания «Абамет» предлагает лазерные станки, оснащенные лазерными источниками Raycus, в которых предусмотрена двухступенчатая защита от обратного излучения: поглотители излучения встроены между QBH-коннектором и сумматором накачки лазерного источника. Конечно, никакая защита не является абсолютной, но, если знать технологию и соблюдать правила предосторожности, резка меди становится простым и безопасным процессом.
Основы технологии резки меди на лазерном станке
Для безопасной работы с медью нужно соблюдать несколько важных правил:
- Для настройки отталкивайтесь от начальных параметров резки, предоставленных производителем.
- Соблюдайте ограничения производителя по толщине обрабатываемого металла. Максимальная толщина зависит от модели лазерного источника и его мощности.
- Не используйте воздух или азот в качестве вспомогательного газа. Резка меди должна производиться только в среде кислорода.
- Настройте прокол с небольшим запасом по времени, чтобы гарантировать уверенное начало резки контура.
- После настройки оптимальной скорости резки снизьте ее на 10–15% для максимальной стабильности обработки. Из-за неоднородности материала некоторые участки могут оказаться более отражающими, чем предполагалось.
- Во время настройки следите за температурой сопла. Если оно сильно греется, значит, при резке происходит сильное обратное отражение лазерного луча. Измените положение фокуса или снизьте скорость.
- Если станок работает нестабильно, остановите работу и заново проверьте выбранные параметры, центровку сопла и состояние защитного стекла. Не экспериментируйте со станком, если не обладаете достаточными знаниями и опытом.
Как и любой другой технологический процесс, лазерная резка подчиняется обычным законам физики. Хорошее понимание технологии и соблюдение вышеперечисленных рекомендаций — ключ к успешной работе с медью.
С 1990 года компания Abamet занимается комплексным оснащением производств в сфере металлообработки. Станки с ЧПУ по металлу, станочная оснастка, режущий инструмент – в каталоге интернет-магазина. Продажи и поставки по всей России. Ознакомиться с оборудованием вы можете на нашем сайте Abamet.ru. Переходите, выбирайте, спрашивайте!