Введение
Трещины и расслоение слоя нанесенного припоя возникают в неоднородных паяных узлах из-за напряжения, появившегося в тонких областях соединения.
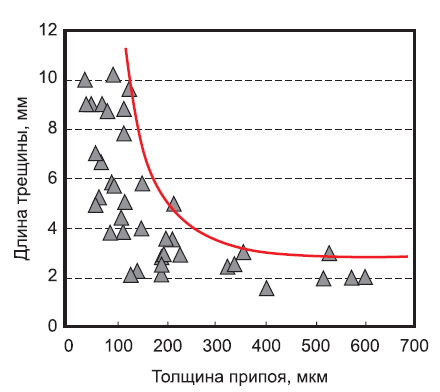
На рисунке 1 показано, как увеличивается длина трещины в паяном соединении, когда толщина слоя припоя меньше 200 мкм. Видно, что образцы, находящиеся под наклоном, с толщиной соединения <200 мкм, более склонны к растрескиванию или расслоению.
Появление технологий с внедрением различных вставок позволяет контролировать толщину паяного соединения для заданного объема припоя, уменьшая наклон подложки и позволяя получить однородный слой паяльной маски (рис. 2).
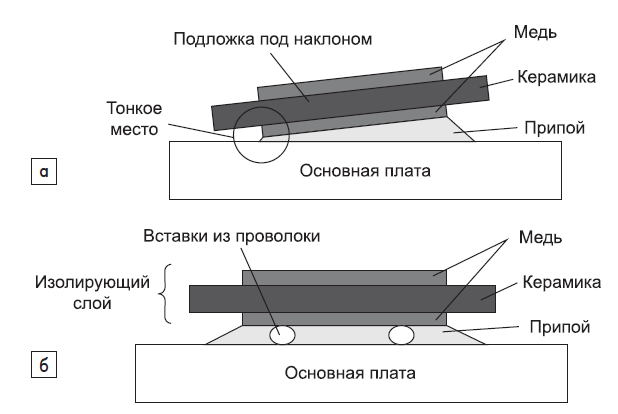
В основном такая технология используется в силовых полупроводниковых модулях, когда на основной плате из AlSiC прокладываются стежки из алюминиевой проволоки нужного диаметра; для модулей из медных основных плат на компоненты можно устанавливать медные контактные площадки в виде бугорков (рис. 3).
Использование таких вставок в паяных соединениях большой площади увеличивает срок службы соединения, обеспечивая более однородное расслоение.
Однородные расслоения возникают гораздо реже, чем неоднородные, вызванные наклоном подложки [1–2]. Данные технологии хорошо изучены и часто используются в сборках силовых модулей, но требуют дополнительных затрат на оборудование и его эксплуатацию из-за увеличения количества этапов технологического процесса.
Другой способ получения однородных слоев припоя — технология InFORMS, когда укрепление паяных преформ производится внедрением специального сетчатого материала. Когда во время оплавления припой расплавляется, матрица-сетка остается в неизменном виде, поэтому толщина соединения остается неизменной. InFORMS — простое решение для использования на стандартных преформах, оно не требует дополнительных этапов, как, например, обычный метод контроля соединения с помощью стежков из алюминиевой проволоки. В данном исследовании изучается срок службы паяных соединений с использованием технологии InFORMS, полученные результаты сравниваются с обычным методом соединения, когда для его контроля прокладываются стежки из алюминиевой проволоки (рис. 4).
Подготовка образцов
Чтобы соединить модули и получить однородный слой припоя с помощью метода InFORMS и обычного метода контроля соединения с помощью стежков, использовались одинаковые тепловые профили пайки и идентичные технологические шаги. Полученные такими методами образцы сравнивались с соответствующими модулями, полученными без использования каких-либо дополнительных способов контроля соединения; проверялись четыре образца для каждого варианта. Образцы подвергались воздействию циклического изменения температуры в тестовой камере с перепадом температур ΔT = 200 K. Растрескивание и расслоение слоя припоя наблюдалось с помощью акустической микроскопии, сканирование проводилось каждые 200 циклов.
Модуль состоит из напаянных на основную плату из AlSiC (14070 мм) керамических AlN-подложек (с медной металлизацией), покрытых припоем, с паяными преформами из SnSb5 толщиной 200 мкм. Образцы для использования технологии InFORMS состояли из сетки с ячейками размера 200 мкм и толщиной нанесенного припоя 225 мкм. Для образцов с соединением с помощью алюминиевых стежков использовалась проволока диаметром 180 мкм. Образцы сравнивались с преформами толщиной 200 мкм без использования дополнительных методов контроля соединения. 200 мкм — это целевая толщина соединения, такая толщина позволяет максимально снизить термическое сопротивление без ухудшения при увеличении напряжения. После сборки один образец каждого типа подвергался сканированию профиля поверхности, чтобы определить наклон подложки перед тем, как провести тест с циклическим воздействием температур. Наклон определялся как изменение высоты верхней части подложки в четырех точках; также измерялось максимальное отклонение.
Образец InFORMS показал наименьшее отклонение от компланарности (самое маленькое значение ΔZ), равное 52,5 мкм, и максимальное отклонение приблизительно 60 мкм (рис. 5). Образец с проволочным соединением имеет отклонение от компланарности 56,5 мкм и максимальное отклонение приблизительно 70 мкм. Наихудший результат у образца без дополнительного контроля соединения: ΔZ = 67,5 мкм, максимальное отклонение приблизительно 90 мкм. Необходимо отметить, что на всех образцах из-за вогнутой поверхности основной платы подложка наклоняется внутренней частью к основной плате.
Циклическое воздействие температур
Образцы подвергались циклическому воздействию температур в испытательной камере Vötsch VT 7012 S3. Температура менялась от –50 до +150 °C, тестирование проводилось при следующих условиях:
- время выдержки tdwell = 1 ч, Ts(max) = +150 °C;
- время перехода ttransition = 30 с, Ts(min) = –50 °C, ΔT = 200 K.
Результаты
На рисунке 6 показаны изображения для всех трех используемых технологий, полученные с помощью сканирующей микроскопии SAM на нулевом, 600‑м и 800‑м термических циклах, воздействующих на основную плату/паяное соединение. О расслоении паяного слоя свидетельствует появление на изображении ярких областей по краям паяного слоя. Отсутствие расслоения наблюдалось на 200-м и 400-м циклах для всех соединений. На 600-м термическом цикле расслоение наблюдалось для всех образцов без дополнительного контроля соединения.
Появление трещин наблюдалось на вторичном SAM-изображении, на это указывает появление ярких областей на подложке/паяном слое. Для образцов с использованием технологии InFORMS и с алюминиевыми стежками не наблюдается расслоения или растрескивания припоя после 600 циклов.
После 800‑го цикла на образцах с использованием алюминиевых стежков наблюдается растрескивание (рис. 7). Трещины появляются в тех местах, где толщина паяного слоя меньше всего из-за вогнутой формы основной платы. На 800‑м цикле на образцах с InFORMS не наблюдается ни трещин, ни расслоения.
После 1000 термических циклов на образцах с InFORMS также не наблюдается признаков трещин и расслоения (рис. 8). Небольшое количество трещин и областей расслоения появилось на образцах, где для контроля соединения используются стежки из алюминиевой проволоки. Немного трещин появилось на образцах без дополнительного контроля соединения.
Заключение
В данном исследовании оценивалась новая технология InFORMS, когда с помощью внедрения металлической сетки предотвращается наклон подложки и получается однородный паяный слой толщиной 200 мкм для модулей основной платы из AlSiC. Результаты ее использования сравнивались с результатами обычной технологии соединения с помощью алюминиевых стежков. Кроме того, проводилось сравнение с образцами без контроля соединения.
Сканирование профиля поверхности для определения наклона подложки показало, что образцы с InFORMS имеют самое низкое отклонение от компланарности 52,5 мкм. Образцы подвергались воздействию циклических температур (диапазон изменения –50…+150 °C) для проверки на появление расслоения слоя припоя и трещин в паяном соединении. На 600‑м термическом цикле образцы без контроля соединения первыми обнаружили появление трещин на наклонной стороне с перепадом приблизительно 90 мкм — внизу SAM-изображения светлые участки указывают на появление трещин и расслоение (рис. 4).
При 800 термических циклах некоторые образцы с алюминиевыми стежками показали признаки растрескивания, трещины появились в областях с самой маленькой толщиной паяного соединения, то есть в центре основной платы. После 600 и 800 термических циклов для образцов с InFORMS не наблюдалось ни расслоения, ни трещин. На образцах InFORMS данные дефекты не возникли даже после 1000 циклов.
Результаты использования дополнительных средств для контроля соединения уже достаточно хорошо изучены и показали увеличение срока службы при использовании их в силовых модулях. Применение InFORMS в данном исследовании показало, что это более надежный метод по сравнению с методом, в котором используются алюминиевые стежки. Усиленная матрица в технологии InFORMS устраняет усталость пайки, увеличивая сопротивление ползучести, и улучшает надежность по сравнению с обычными методами.
Литература
1. Hayashi K., Izuta G. Improvement of Fatigue Life of Solder Joints by Thickness Control of Solder with Wire Bump Technique. ECTC, 2002.
2. Guth K., Mahnke P. Improving the thermal reliability of large area solder joints in IGBT power modules. Integrated Power Systems (CIPS), 2006.
3 Mills L., Vijay K. InFORMS vs the Trimmed Wirebond Technique to Achieve Uniform Bondline Control Between Substrate and Baseplate. PCIM Europe, 2015.
Авторы
Джеймс Бус (James Booth)
Картик Виджай (Karthik Vijay)\
Впервые опубликовано в журнале ТВЭП, № 2’2022
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube