Интрузивная пайка, или технология сквозного оплавления, — это процесс, в котором компоненты, монтируемые в сквозные отверстия, припаиваются к печатной плате с использованием технологии оплавления. Положительный эффект от ее внедрения достигается тем, что штырьковый вывод внедряется в отпечаток пасты, нанесенной внутрь металлизированного отверстия. Это позволяет сэкономить время и затраты. Технология может предназначаться для монтажа электронных компонентов изделий широкого потребления, оборудования связи, в автомобилестроении, промышленности и т. д., но имеет особенности применения.
Введение
Интрузивная пайка, или технология сквозного оплавления (Through-Hole Reflow, THR), в стандартах и технической литературе известна как метод «паста в отверстиях» (в английском варианте Paste-In-Hole, или Pin-In-Paste). Этот метод более привычен для технологии монтажа на поверхность (Surface Mount Technology, SMT), но при выполнении ряда условий позволяет паять выводные электронные компоненты, в том числе и одновременно с компонентами технологии для поверхностного монтажа (Surface-Mountable Device, SMD), причем, что особенно важно, в один проход и с одинаковым профилем оплавления.
Это делает процесс пайки более экономичным не только по расходу основных и вспомогательных материалов, но и по прямым затратам времени, так как пайка волной или еще более дорогая 100%-ная ручная пайка здесь больше не требуются. Дело в том, что при всенародной любви к SMT-компонентам выводные элементы снова завоевывают популярность, что в первую очередь связано с требованиями по механической прочности для разъемов и модулей. Поэтому пайка в отверстия становится все более популярной не только у компаний EMS (Electronic Manufacturing Services) EMS,
Electronic Manufacturing Services — услуги по производству электронных компонентов или производство отдельных компонентов для каких-либо электронных продуктов, как правило, включают полный цикл от конструирования и разработки прототипа до поставки готового компонента заказчику.
но и у компаний с небольшими производственными объемами при выпуске узлов на печатных платах со смешанной технологией монтажа, особенно там, где выводными компонентами преимущественно выступают интерфейсные или силовые разъемы [2]. Однако выводные электронные компоненты, которые планируется монтировать по технологии THR, должны отвечать ряду обязательных требований.
Особенности и преимущества разъемов для технологии THR
Основное требование к соединителям для монтажа в сквозное отверстие, как силовым, так и Ethernet, — выдерживать высокие температуры во время пайки оплавлением. Это касается не только самого разъема, имеющего пластиковый корпус, но и, если речь идет об интерфейсных Ethernet-разъемах, встроенных в них компонентов, например светодиодов, где и сам кристалл (чип), и корпус с выводами весьма чувствительны к высоким температурам. Еще одним требованием к конструкции является обеспечение того, чтобы при оплавлении тепло могло достигать всех точек пайки с одинаковым температурным градиентом и с одинаковым итоговым результатом. Ну и последнее условие, которое необходимо учитывать, — это возможность установки компонентов (при автоматизированной сборке) с помощью оборудования для захвата и размещения. Производителям необходимо помнить, что обеспечить качество и долговременную надежность паяного соединения можно только при правильной организации процесса сборки.
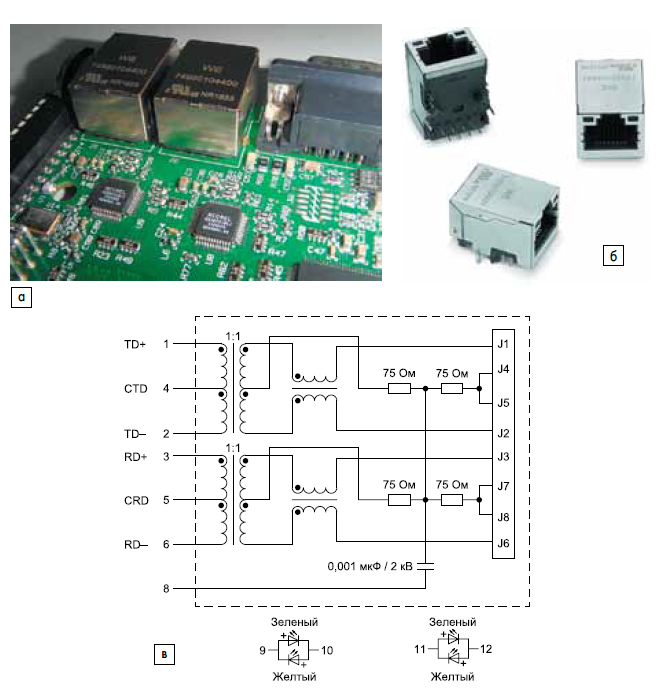
В [2] были кратко рассмотрены особенности применения силовых разъемов группы Würth Elektronik eiSos под технологию THR. В этой статье на примере пайки специально разработанных компанией Würth Elektronik интерфейсных высокоскоростных Ethernet-разъемов WE-RJ45 THR (исполнение 74980104400) [3] (рис. 1) будет более детально разъяснено, какие требования предъявляются к компонентам и к конструкции печатной платы, а также рассмотрены аспекты технологии THR для групповой пайки. Основное внимание будет уделено вопросу о том, что необходимо улучшить или изменить для получения хороших результатов при использовании электронных компонентов, монтируемых в отверстия в рамках технологии THR.
Материал корпуса
В имеющихся в настоящее время разъемах, предназначенных для пайки в отверстия, для изготовления корпуса в основном используется пластик — нейлон или полибутилентерефталат (polybutylene terephthalate, PBT). Поскольку температура плавления этих материалов составляет соответственно +220 °C (нейлон) и +223 °C (PBT), то при пайке волной они могут выдерживать короткие периоды высокой температуры. Но в ходе пайки оплавлением при времени выдержки 20 с при температуре ликвидуса (температура начала жидкой фазы металла, то есть точка перехода припоя в жидкое состояние) +217 °C эти материалы могут не выдержать. Таким образом, для пайки оплавлением обычно выбирают элементы в корпусах из жидкокристаллических полимеров (Liquid Crystal Polymer, LCP), так как они имеют высокую температуру плавления +330 °C и, что не менее важно для групповой пайки, низкое поглощение влаги.
Зазор между корпусом и печатной платой
Для того чтобы создать лучший воздушный поток между разъемом и печатной платой, для компонентов с монтажом в отверстия предусматривается зазор между корпусом и печатной платой, который обеспечит достаточно места для нанесения припойной пасты. Нельзя забывать и том, что конструкция корпуса компонента должна обеспечивать возможность автоматической оптической проверки (Automatic Optical Inspection, AOI) паяного соединения и отсутствие его прямого контакта с припойной пастой во время процесса оплавления.
С учетом сказанного, обычно отступ от печатной платы для разъемов RJ45 составляет 0,5 мм. Однако для улучшения результатов пайки Würth Elektronik разработала выводные разъемы RJ45 под технологию THR с зазором в пределах 1,2–1,6 мм, как показано на рис. 2.

Длина выводов
Еще один не менее важный аспект рассматриваемых в качестве примера разъемов RJ45 для их ИК-пайки — длина выводов. Если контакты слишком длинные, расстояние между припойной пастой и печатной платой будет чересчур большим, что приведет к образованию шариков припоя на головке контактов и понизит качество пайки (рис. 3).
Слишком короткие контакты начнут погружаться в печатную плату. Само паяное соединение будет выглядеть нормальным, но результаты пайки не будут соответствовать критериям IPC-A‑610 (рис. 4).
Стандарт IPC-A‑610D является самым распространенным документом среди производителей электроники во всем мире и содержит визуальные критерии качества проведения различных технологических операций для трех классов электронных изделий: бытовая электроника, промышленная электроника, спецтехника. А также предусматривает требования к бессвинцовым и традиционным оловянно-свинцовым паяным соединениям, ориентации компонентов, механическим устройствам для крепления, определяет визуальные критерии качества отмывки, маркировки, качества нанесения влагозащитных покрытий и требования к основанию печатных плат. Содержание стандарта на русском языке доступно по ссылке. В Российской Федерации в этом направлении действует ГОСТ Р 56427-2015 [5].
В идеале, для того чтобы достичь хороших результатов пайки, выводы должны выступать из платы на 0,2–0,8 мм. Длина выводов разъема WE-RJ45 THR составляет 2,2 мм, что делает его для технологии THR совместимым с толщиной печатной платы 1,4–2 мм (рис. 5).
Выбор типа электронного компонента
Не все типы электронных компонентов, в том числе и взятые нами для примера разъемов RJ45, могут применяться для технологии THR, причем даже в случае, если в них используется должный материал, соблюден отступ от платы и имеется соответствующая длина выводов. Для некоторых существующих конструкций при соблюдении требований типового технологического процесса пайки обычно используемая температура не расплавит припойную пасту так, чтобы припой сформировал пайку в отверстиях под выводы. Исходя из опыта компании Würth Elektronik, паяные соединения, которые находятся на расстоянии более 1 мм от внешних краев разъема RJ45, не будут паяться должным образом, поскольку припойная паста полностью не оплавится под действием типовой температуры плавления.
Как использовать электронные компоненты для технологии THR
Процесс оплавления должен производить приемлемые сквозные паяные соединения, которые соответствуют стандарту IPC, а значит, и принятому в Российской Федерации ГОСТ Р МЭК 61192-3-2010 [6]. Пайки не должны иметь пустот, но образовывать галтельный переход (галтель припоя), рис. 6.
Что касается печатной платы, при ее проектировании самым тщательным образом должны быть продуманы следующие этапы:
- компоновка элементов на печатной плате;
- конструкция трафарета для нанесения припойной пасты;
- трафарет должен гарантировать, что на сквозное отверстие для достижения качества паяного соединения после оплавления будет нанесено соответствующее этому отверстию количество припойной пасты;
- процесс печати должен быть максимально оптимизирован;
- профиль оплавления должен быть совместим с компонентами поверхностного монтажа.
Компоновка печатной платы
Во‑первых, должен быть определен и правильно выбран диаметр отверстия, причем он должен быть оценен с учетом покрытия. Если диаметр отверстия в печатной плате окажется слишком мал, будет крайне трудно установить компонент на печатную плату, а меньший объем припоя, что вполне естественно для небольшого отверстия, может привести к недостаточно качественному паяному соединению между выводом и печатной платой.
С другой стороны, слишком большое отверстие может вызвать меньшую устойчивость детали к обработке платы перед пайкой оплавлением. Кроме того, большие отверстия требуют больше припоя. В данном случае компания Würth Elektronik рекомендует выбирать диаметр отверстия так, как это показано на рис. 7.
Основа выбора диаметра отверстия для печатной платы Dhole описывается формулой:
Dhole = Dpin+0,3 мм,
где Dpin —наибольший размер вывода по сечению или диаметр.
Рекомендуемая схема расположения контактных площадок участков внесена во все спецификации компании на элементы, разработанные под технологию THR, как показано на рис. 8.
Расчет объема припойной пасты
Перед конструированием трафарета, для того чтобы определить апертуру окна и его толщину, необходимо рассчитать объем припойной пасты. При этом следует помнить, что приблизительно половину объема припоя составляет металл, а остальные 50% — флюс, который выделяется и выгорает во время процесса оплавления. Следовательно, чтобы получить достаточно припоя для контактных площадок и отверстий, нужно использовать двойное количество припойной пасты. Общий объем припойной пасты Vpaste рассчитывается по объему отверстия Vhole минус объем вывода Vpin и сюда еще добавляется объем на галтель Vfillet для верхней и нижней стороны печатной платы (для сквозного отверстия их две).
Формула имеет вид:
Vpaste = 2(Vhole – Vpin + 2Vfillet), (1)
где
Vhole = π/4 х Dhole(2) х T, (2)
Vpin = Lpin х Wpin х T, (3)
Vfillet = 0,215 х r 2 х 2π х (0,2234 х r + 0,5Wpin). (4)
Здесь Dhole — диаметр отверстия; Lpin, Wpin — стороны прямоугольного сечения вывода (для вывода с круглым сечением заменяются диаметром вывода); T — толщина печатной платы; r — радиус галтели припоя. В качестве практического примера проведем расчет объема припойной пасты для используемого в качестве иллюстрации разъема
WE-RJ45 THR (исполнение 74980104400) [3].
Размеры вывода Lpin х Wpin = 0,4 х 0,4 мм.
Рекомендуемый изготовителем диаметр отверстия для печатной платы для выводов разъема WE-RJ45 THR — ∅0,89 мм.
В качестве платы выбираем типовой стеклотекстолит марки FR‑4 толщиной 1,6 мм. Диаметр контактной площадки: 1,4 мм.
Чертеж разъема WE-RJ45 THR (исполнение 74980104400) приведен на рис. 5, а рекомендованная схема размещения и конфигурации отверстий — на рис. 8. Внешний вид печатной платы для размещения разъема WE-RJ45 THR (исполнение 74980104400) с контактными отверстиями и площадками показан на рис. 9.
Согласно уравнению (2) имеем:
Vhole = π/4 х (0,89 мм)2 х 1,6 мм = 0,9954 мм(3).
Далее по формуле (3) и (4) получаем:
Vpin = 0,4 х 0,4 х 1,6 мм = 0,256 мм(3),
Vfillet = 0,215 х [(1,4–0,89) мм]2 х 2π х [0,2234 х (1,4–0,89) мм+0,5 х 0,4 мм] = 0,110 мм(3).
И наконец, подставляя полученные объемы в формулу (1), получаем необходимый нам объем припойной пасты:
Vpaste = 2(0,9954 мм(3)–0,256 мм3 + 2х0,110 мм(3)) = 1,9188 мм(3).
Разработка трафарета
Трафарет для нанесения припойной пасты на контактные площадки печатной платы является важным элементом в процессе пайки сквозных отверстий методом оплавления. Задача трафарета заключается в том, что он должен доставлять должное количество припойной пасты в сквозное отверстие во время процесса ее нанесения. Соответственно, площадь апертуры трафарета определяется требуемым объемом пасты и припоя. Апертура может иметь форму прямоугольника, окружности или любую другую.
Требования к нанесению припойной пасты с применением трафаретов описаны, например, принятым в Российской Федерации стандартом [5]. Для определения максимальной толщины фольги трафарета должны быть учтены размеры минимальной апертуры трафарета и выдержаны следующие соотношения относительно ее размеров. Схема и соотношения для определения максимальной толщины трафарета приведены на рис. 10.
Согласно требованиям [5], отношение ширины максимальной апертуры трафарета к его толщине должно быть больше или равно 1,5. Самым важным фактором является получение достаточного количества пасты для пайки. Например, если толщина T трафарета составляет 0,15 мм, то площадь его апертуры Saperture в общем случае должна быть:
Saperture = (Vpaste–Vhole)/T. (5)
Для рассматриваемого нами случая мы будем иметь:
Saperture = (1,9188 мм(3)–0,9954 мм(3))/0,15 мм = 6,15 мм(2).
Здесь объем отверстия Vhole следует вычитать, поскольку он был заполнен после печати. Таким образом, мы можем спроектировать апертуру трафарета как Saperture = 2,2 мм х 2,8 мм = 6,15 мм(2). Рекомендуемая схема трафарета для толщины трафарета 0,15 мм указана во всех спецификациях на разъем WE-RJ‑45 THR, как видно на рис. 11.
Нанесение припойной пасты
Для описываемой технологии THR существуют разные способы нанесения припойной пасты на печатную плату. В отличие от обычного процесса с элементами для монтажа на поверхность, припойная паста должна не только наноситься на контактные площадки, но и заполнить отверстия для выводов. Для этого необходимо убедиться, что паста с припоем правильно вдавлена в отверстия. Это можно сделать с помощью одного или нескольких шагов:
- Двойное нанесение припойной пасты. На первом этапе припойная паста в полном объеме наносится с верхней стороны печатной платы. На втором этапе нанесения дополнительная припойная паста использоваться не будет. Вместо этого припойная паста при первой печати будет вдавлена глубже в отверстия.
- Печать с помощью разных трафаретов. Суть этого метода состоит в том, что вы используете два трафарета. Первый трафарет наносит пасту с припоем только для сквозных отверстий, не затрагивая контактные площадки вокруг них. Второй трафарет наносит припойную пасту на отверстия и контактные площадки. В отличие от двойного нанесения паста наносится на печатную плату на обоих этапах печати. Второй шаг также можно использовать для нанесения припойной пасты на площадки для других SMT-компонентов печатной платы. Однако для наших тестов с разъемами WE-RJ‑45 THR мы этот метод не оценивали.
- Трафарет с вытравленными углублениями. Еще одно интересное решение — применение ступенчатого трафарета. Первый слой трафарета предназначен для нанесения пасты с припоем на все SMT-компоненты. Второй ступенчатый слой трафарета используется на втором этапе исключительно для того, чтобы нанести припойную пасту на отверстия, а также на их контактные площадки. На его нижней стороне он имеет выгравированные углубления, так что уже подготовленные площадки SMT-компонентов защищены от размывания.
Для рассматриваемых разъемов RJ45 для нанесения на отверстия мы рассчитали минимальную толщину слоя припойной пасты 0,15 мм. Однако если другие SMT-компоненты следует паять с толщиной пасты 0,1 мм (например, для экономии объема припойной пасты), то мы рекомендуем использовать ступенчатый трафарет. Для области, в которой припаян выводной компонент по технологии THR, толщина трафарета составляет 0,15 мм, для всех остальных областей он будет иметь толщину 0,1 мм.
Припойная паста
На рынке предлагаются самые разные виды припойной пасты, выбор класса которой должен осуществляться с учетом размера частиц припоя. Выбор размера частиц припойной пасты должен учитывать минимальный шаг используемых электронных компонентов и размер апертур в трафарете для нанесения припойной пасты. Ширина апертуры трафарета, согласно [5], должна быть не меньше пяти диаметров частиц припоя («Классификация припойных паст в зависимости от размера частиц припоя», таблица [5]),
кроме того, для изготовления с оплавлением через отверстие следует применять пасту с высокой вязкостью. Припойная паста с высокой вязкостью может легко вдавливаться в отверстия во время процесса печати. Для тестов компания Würth Elektronik использовала пасту на основе стандартного бессвинцового припоя на основе олова, серебра и меди
SAC — Sn96,5/Ag3/Cu0,5.
Профиль оплавления
Компания Würth Elektronik предлагает профиль оплавления на основе рекомендаций стандарта IPC/JEDEC JSTD‑020E [7]. Этот профиль показан на рис. 12, а в таблице представлены его параметры.
Дополнительно на рис. 13 показана упрощенная схема технологического процесса, с которой была проведена верификация предлагаемой технологии.
Для проверки качества пайки компонентов по технологии THR в полном объеме может использоваться базовый стандарт IPC-A‑610 или стандарты Российской Федерации [5, 6]. Испытания основаны на критериях приемлемости электрических компонентов для паяных соединений выводных компонентов. В контексте верификации предлагаемой технологии невидимые области пайки проверялись с помощью полированных срезов поперечного сечения. Критериями оценки качества пайки, которые были взяты за основу, служили:
- наличие не менее 75% покрытия припоем с обеих сторон выводов (рис. 14);
- наличие не более 30% воздушных полостей (рис. 15);
- 100%-ное смачивание на поверхности отверстия и вывода компонента.
Результаты пайки разъемов WE-RJ45 THR и верификация технологии THR
Пилотная партия разъемов WE-RJ45 компании Würth Elektronik под технологию THR была установлена на тестовые печатные платы, визуально проверена согласно процедуре стандарта IPC-A‑610E и принята на основании критериев приемлемости электрических выводных компонентов для паяных соединений через сквозные отверстия. Для пайки разъемов использовался профиль, показанный на рис. 12 с уточнением по таблице. Полученные результаты дают полную уверенность в жизнеспособности и продемонстрировали приемлемость рассмотренной в настоящей статье и предлагаемой компанией Würth Elektronik интрузивной технологии.
Заключение
В статье, написанной на основании руководства по применению технологии сквозного оплавления [1] от компании Würth Elektronik, с дополнениями и пояснениями переводчика, рассмотрены критические вопросы, которые необходимо учитывать при использовании этого процесса пайки выводных компонентов, в том числе и на печатных платах смешанной технологии монтажа.
В статье проанализированы все аспекты проблемы применения технологии сквозного оплавления (Through-Hole Reflow) от компании Würth Elektronik, начиная с критериев выбора компонентов, особенностей конструирования печатной платы, трафарета для нанесения припойной пасты и заканчивая технологическим процессом пайки с выбором подходящего профиля для групповой пайки.
На основании приведенных результатов практической оценки качества пайки можно сделать вывод, что технология оплавления применительно к монтажу через сквозные отверстия не только жизнеспособна, но и очень полезна, так как она позволяет сэкономить время, основные и вспомогательные материалы и сократить затраты на оплату труда рабочих. Указанная технология не ограничивается приведенным примером и может использоваться для самого широкого спектра приложений, в том числе для монтажа электронных компонентов изделий широкого потребления, оборудования связи, а также в автомобилестроении, промышленности и т. д. В качестве дополнительных источников информации по поднятым в статье вопросам специалисты компании Würth Elektronik советуют обратиться к [8, 9].
Литература
1. Liu J. WE-RJ45 LAN for Through-Hole Reflow. Würth Elektronik eiSos GmbH & Co. KG.
2. Драйер Т. Силовые разъемы для автоматизированного производства // Компоненты и технологии. 2017. № 10.
3. WE-RJ45 LAN Through Hole Reflow. www.we-online.com/catalog/en/WE-LAN-RJ45_THR/
4. IPC A‑610F RU. Критерии приемки электронных сборок.
5. ГОСТ Р 56427-2015 «Пайка электронных модулей радиоэлектронных средств. Автоматизированный смешанный и поверхностный монтаж с применением бессвинцовой и традиционной технологий. Технические требования к выполнению технологических операций»
6. ГОСТ Р МЭК 61192-3-2010 «Печатные узлы. Требования к качеству. Часть 3. Монтаж в сквозные отверстия».
7. IPC/JEDEC J‑STD‑020E. Moisture/Reflow Sensitivity Classification for Nonhermetic Surface Mount Devices. December 2014.
8. Pin in Paste Application Note, Lifflefuse Inc.
9. Basics Connectors for SMT production Through — Hole Reflow. Phoenix Contact GmbH & Co. KG.
Автор: Джеффри Лю (Jeffery Liu)
Перевод: Владимир Рентюк Rvk.modul@gmail.com
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube