Шарики припоя (Beading.)
Шарики припоя на двухконтактных компонентах. Эти шарики формируются из находящегося под компонентом припоя и при плавлении выдавливаются из-под него сбоку, через зазор. При исследовании всех паяльных паст было выявлено, что при пайке оплавлением меньше всего шариков припоя образуется именно в азотной атмосфере, поскольку в этом случае отдельные зерна припоя в пасте лучше и быстрее сплавляются в однородную массу. В отсутствие кислорода на поверхности зерен припоя не появляется оксидная пленка, препятствующая плавлению. Тем самым снижается вероятность прохождения отдельных шариков через зазор под компонентом.
Пустоты (Voiding)
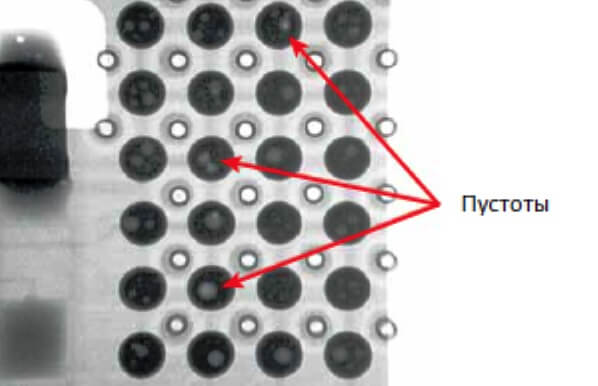
Сокращение образования пустот при пайке больших поверхностей и QFN-корпусов связано с улучшением смачивания. При быстром смачивании газы, образующиеся во время пайки оплавлением, эффективнее выводятся из жидкого припоя. Однако эти результаты характерны не для всех точек пайки.
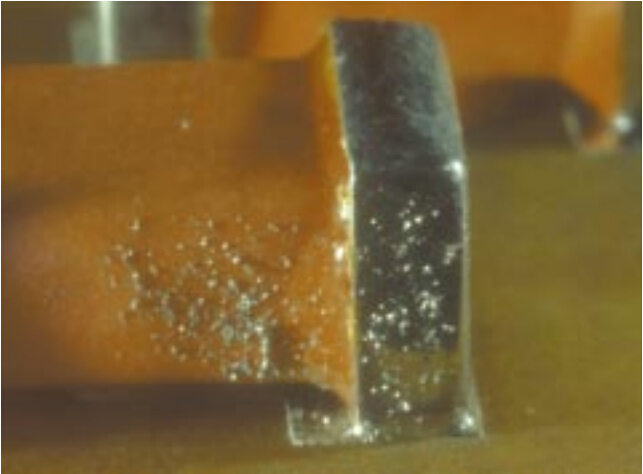
Гроздевидное комкование припоя (Solder graping)
Характеристики флюсов постоянно меняются и совершенствуются. В то же время при составлении профиля пайки оплавлением нельзя не учитывать такие традиционные явления, как предварительный нагрев. Большое значение имеют не только продолжительность нахождения выше температуры ликвидуса и градиент подъема температуры: миниатюризация затрагивает и зерна паяльной пасты. Чем меньше становится их диаметр, тем больше они нуждаются в защите флюсом. Если на стадии предварительного нагрева защитный флюс испаряется полностью с пасты из-за стекания, то шарики припоя окисляются и впоследствии плавятся, при этом не соединяясь между собой. Оксидная пленка остается непроницаемой, и внешне результат такого явления напоминает гроздь винограда, как можно видеть на рис. 1. Инертная атмосфера позволяет расширить диапазон технологических параметров, но не сводит к нулю влияние флюса.
«Голова на подушке» (Head-on-Pillow)
Эффект «голова на подушке» может быть вызван окислением поверхности шарика BGA, предотвращающим плавление пасты. При этом паста обычно отделяется от шарика BGA при короблении BGA и/или печатной платы. Из-за недостаточной активности флюса на поверхности шарика появляется оксидная пленка, которая затем препятствует сплавлению с пастой, хотя шарик и погружен в нее. Поскольку к этому моменту флюс уже израсходован, восстановления окислившегося слоя не происходит и соединения не возникает, поэтому шарик кажется погрузившимся в подушку или лежащим на подушке. Если при разделении окисление удается предотвратить за счет инертной атмосферы (N2 или парогазовая фаза), то слой пасты может сплавиться с шариком. Однако для этого требуется небольшая остаточная активность флюса. В таком случае инертная атмосфера способствует и сбережению флюса, поскольку создает условия для сокращения образования оксидов, подлежащих восстановлению.
Недостаточное смачивание
В азотной атмосфере, как правило, обеспечивается хорошее смачивание, которое улучшает распределение припоя и предотвращает дефекты пайки, связанные с недостаточным смачиванием поверхностей (IPC 610). Этот факт известен, но улучшить таким образом результаты пайки удается не всегда. Пайка микросхем характеризуется, помимо прочего, выраженностью полученного мениска припоя. При этом качественным параметром является высота подъема припоя. В азотной атмосфере подтвержденная высота смачивания может быть меньше, чем в воздушной. Иными словами, несмачиваемая область (зазор) увеличивается. Причина этого явления том, что в азотной атмосфере припой растекается лучше. Поскольку при смачивании контакта компонента припоем необходимо преодолевать силу тяжести, смачивание площадки печатной платы усиливается, а при большем растекании высота сферы уменьшается. Таким образом, количество припоя, который может подняться на контакт компонента, снижается.
«Надгробный камень» (tombstones)
«Надгробные камни» возникают из-за разницы во времени смачивания между сторонами двухконтактного компонента. Если в одной из точек пайки плавление происходит раньше, то на компонент начинают действовать силы смачивания и поверхностного натяжения жидкого припоя и он поднимается. При этом припой во второй точке, расплавившийся позднее, уже не может смочить второй контакт.
В азотной атмосфере при пайке оплавлением часто наблюдается больше «надгробных камней». Причиной здесь также становится улучшенное смачивание и, как следствие, частое увеличение разницы между временем смачивания контактов компонента. Однако при возникновении «надгробных камней» большое значение имеет и влияние других факторов.
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube



















