Федеральное агентство по техническому регулированию и метрологии приказом от 14 сентября 2021 г. № 960‑ст утвердило новый национальный стандарт — ГОСТ Р 59681-2021 «Сборка и монтаж электронных модулей. Припои, флюсы для пайки, припойные пасты. Марки, состав, свойства и область применения». Ниже приводим важные моменты данного документа.
Стандартом устанавливаются следующие термины и определения:
- Срок годности: время, в течение которого чувствительные к влаге поверхностно-монтируемые изделия, упакованные в сухом состоянии, могут храниться в закрытом влагонепроницаемом пакете с сохранением требуемого уровня влажности внутри упаковки.
- Температура пайки: температура в контакте соединяемых электромонтажных элементов и расплавленного припоя, при которой обеспечивается формирование паяного соединения.
- Поверхностный монтаж: монтаж поверхностно-монтируемых изделий на поверхность печатной платы.
- Традиционная (свинцовая) технология пайки: монтаж радиоэлектронных компонентов с применением припоев, содержащих не менее 30% свинца.
- Бессвинцовая технология монтажа: монтаж радиоэлектронных компонентов с применением припоев, финишных покрытий печатных плат и выводов компонентов, не содержащих свинец.
- Комбинированная технология монтажа: поверхностный монтаж радиоэлектронных изделий в корпусах BGA с бессвинцовыми шариковыми выводами по традиционной свинцовой технологии.
- Смешанный монтаж: установка на одну печатную плату компонентов в корпусах для поверхностного монтажа и монтажа в отверстие.
- Реболдинг: технология удаления и последующего восстановления шариковых выводов компонентов типа BGA.
- Припойная паста: припойная (паяльная) паста, состоящая из порошкового припоя и флюс-связки (далее флюс) и предназначенная для автоматизированного или механизированного поверхностного монтажа, а также монтажной пайки различных узлов и блоков радиоэлектронной аппаратуры и изделий микроэлектроники.
- Гарантийный срок хранения: период времени, в течение которого изготовитель гарантирует сохраняемость всех установленных стандартами эксплуатационных показателей и потребительских свойств продукции при условии соблюдения потребителем правил ее хранения. В рамках основных положений данного стандарта вводятся следующие требования к применяемым сплавам:
- Для пайки электромонтажных соединений электронных модулей РЭС (радиоэлектронные средства) класса С, а также при работе по традиционной технологии пайки должны быть использованы только сплавы, содержащие не менее 30% свинца (ПОС‑61, ПОС‑62 и аналогичные), в соответствии с ГОСТ Р 56427.
- Для пайки электромонтажных соединений электронных модулей РЭС классов А и В для Российской Федерации должны быть использованы содержащие свинец сплавы, по требованию заказчика допустимо применение бессвинцовых сплавов.
- Для пайки электромонтажных соединений электронных модулей РЭС классов А и B для продажи за пределами Российской Федерации, а также при работе по бессвинцовой технологии должны применяться бессвинцовые сплавы.
- При работе по комбинированной технологии (при пайке РЭС классов А и В) должны быть использованы только сплавы, содержащие не менее 30% свинца (ПОС‑61, ПОС‑62 и аналогичные).
Требования к припоям
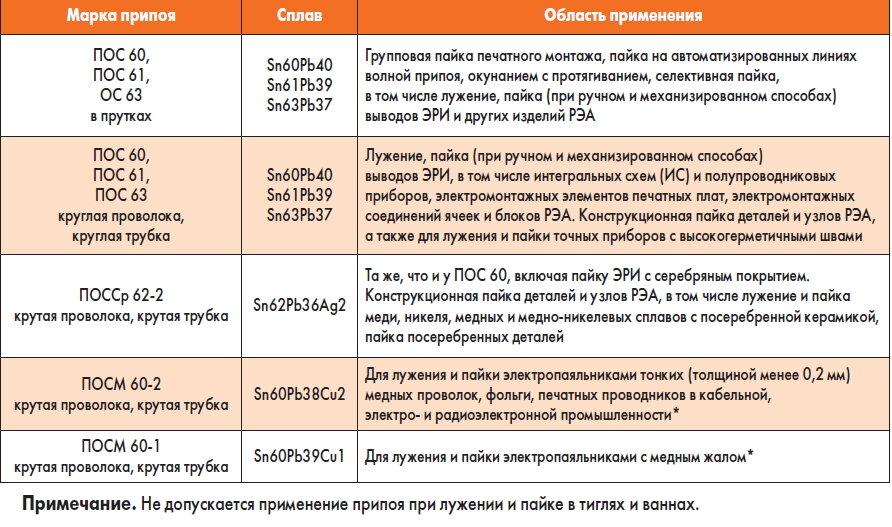
Припои предназначены для выполнения технологических процессов горячего лужения и пайки черных и цветных металлов и металлизированных ими металлических и неметаллических материалов, а также для конструкционной и монтажной пайки различных материалов, узлов и блоков РЭА, для лужения и пайки выводов ЭРИ, в том числе интегральных схем, полупроводниковых приборов, элементов ПП и других изделий РЭА, включая пайку проводов, кабелей, жгутов и ремонта.
Область применения оловянно-свинцовыхприпоев в зависимости от состава сплава приведена в таблице 1.
По температуре плавления при пайке припои разделяются на припои для низкотемпературной пайки (с температурой плавления не выше +450 °C) и припои для высокотемпературной пайки (с температурой плавления выше +450 °C).
Применяемая в стандарте классификация припоев соответствует ГОСТ 19248.
Условные обозначения марок припоев состоят из буквы «П», или букв «Пр», или слова «Припой» с последующим сокращенным наименованием основных компонентов: олово — О, свинец — С, сурьма — Су, висмут — Ви, кадмий или кобальт — К, серебро — Ср, медь — М, индий — Ин, цинк — Ц, никель — Н, галлий — Гл, германий — Г, титан — Т, золото — Зл, марганец — Мц, бор — Б, фосфор — Ф, латунь или литий — Л, железо — Ж, алюминий — А с указанием количества основного компонента в процентах по массе. В случае содержания в припое драгоценного или редкого металла указывают его количество в процентах по массе.
В технической документации на изделия, в которых применяют припой, а также при заказе припоя указывают его марку по соответствующему нормативно-техническому документу (государственному или отраслевому стандарту, техническим условиям) и номер документа. В случае применения централизованно не поставляемого припоя указывают номер настоящего стандарта. Примеры условного обозначения припоев приведены в ГОСТ 21931.
Выбор марки припоя для паяного соединения (шва) проводят в зависимости от назначения и конструктивных особенностей изделия, от паяемых материалов.
При выборе припоя для пайки и лужения выводов ЭРЭ следует исходить из максимальной температуры пайки (лужения), указанной в технических условиях на данный ЭРЭ.
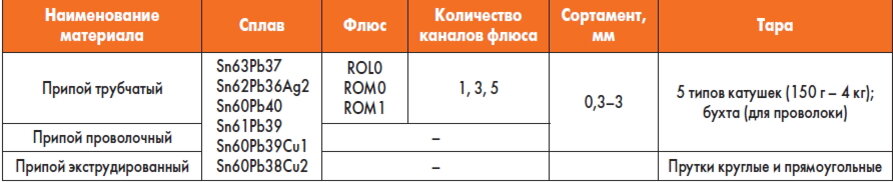
В таблице 2 представлены варианты оловянно-свинцовых трубчатых и проволочных припоев.
В таблице 3 указана температура солидуса/ликвидуса для оловянно-свинцовых припоев.
Основные свойства оловянно-свинцовой проволоки, прутков и трубчатых припоев приведены в таблице 4.
Химический состав сплавов и содержание примесей не должны превышать значений, указанных в таблице 5.
В качестве основы флюса (наполнителя) трубок припоя применяют сосновую канифоль по ГОСТ 19113. Флюс должен быть непрерывным по всей длине трубки.
Непрерывность флюса в трубке обеспечивается технологией изготовления.
Остатки флюса после пайки припоями подлежат обязательной отмывке с использованием специализированных отмывочных жидкостей.
Для изделий РЭС в составе трубчатых припоев должны применяться канифольные водонесмываемые флюсы без содержания галогенов.
Паяемые материалы и справочные данные по теплопроводности и коэффициентам теплового расширения для оловянно-свинцовых припоев приведены в таблицах 6 и 7.
Остатки флюсов после пайки трубчатыми припоями удаляют механизированной, автоматизированной промывкой паяных соединений или ручной отмывкой (с помощью кисти) специализированными отмывочными жидкостями (далее — ОЖ) в соответствии с рекомендациями производителей ОЖ, а также спиртом и спирто-нефрасовой смесью. Для РЭС классов B и С время между пайкой и отмывкой не должно превышать двух суток.
Требования к припойным пастам
Для обеспечения процесса пайки припойную пасту предварительно наносят на контактные площадки печатной платы методами трафаретной печати или дозирования, потомна печатную плату устанавливают поверхностно монтируемые ЭРЭ и затем осуществляется групповой процесс оплавления доз припойной пасты.
В припойных пастах для поверхностного монтажа печатных узлов РЭА применяется порошкообразный припой из эвтектических низкотемпературных сплавов Sn63/Pb37, Sn62/Pb36/Ag2 и других трехкомпонентных сплавов на основе оловянно-свинцового припоя.
Флюсующая составляющая припойной пасты обеспечивает удаление окисной пленки с паяемых поверхностей и припоя, защиту паяемых поверхностей и припоя от окисления в процессе пайки и снижение поверхностного натяжения расплавленного припоя на границе «металл – припой – флюс».
Остатки флюсующей составляющей припойной пасты после пайки должны не оказывать коррозионного действия на металлы и металлопокрытия, не снижать сопротивления изоляции платы при повышенной влажности и легко удаляться после пайки.
Содержание металлической составляющей в пасте определяет толщину оплавленного припоя, реологические свойства и вязкость пасты и указывается в процентах по массе.
Типичное значение содержания металлической составляющей для припойных паст 80–90%. Значения у верхнего предела указанного диапазона характерны для паст, предназначенных для трафаретной печати, у нижнего — для нанесения дозированием и струйным методом.
В технической документации на изделие, в котором применяется припойная паста, указывают ее марку и нормативно-технический документ на нее. Например, данный стандарт или ТУ.
При выборе марки припойной пасты для групповой пайки поверхностно монтируемых ЭРЭ следует исходить из максимальной температуры пайки, указанной в ТУ на данные ЭРЭ, а также из назначения, конструктивных особенностей изделия и паяемых материалов.
Основные свойства припойных паст приведены в таблице 8.
Остатки флюса после пайки припойными пастами подлежат обязательной отмывке с использованием отмывочных жидкостей в случае изготовления изделий РЭС; рекомендовано отмывать в случае изготовления гражданской техники. Флюсы в припойных пастах на основе канифоли (ROL0), канифоли с малым содержанием галогенов (ROL1) и на основе синтетических смол (REL0) являются водонесмываемыми.
Марки, состав и свойства припойных паст для поверхностного монтажа печатных узлов РЭА приведены в таблице 9.
Припойные пасты следует классифицировать по типам в зависимости от размера частиц (табл. 10). Распределение частиц припойной пасты по размерам следует определять методом седиментации.
Форма частиц припойной пасты должна быть сферической с максимальным отношением длины к ширине 1,5. Другая форма частиц пасты может быть допустима, если согласована между пользователем и поставщиком. Форму частиц порошка припойной пасты необходимо определять визуально с помощью бинокулярного микроскопа при увеличении, достаточном для определения процентного соотношения сферических и эллиптических (отношением длины к ширине менее 1,5) частиц. Порошки, в которых 90% частиц сферические, считаются сферическими, прочие порошки считаются несферическими. Сферичность частиц порошка должна определяться методом рассеяния светового луча. Частицы считаются сферическими, если отклонение составляет от 1 (идеальная сфера) до 1,07. Частицы со значениями более 1,07 считаются несферическими.
Подготовка припойной пасты к применению:
- Пасту, поставляемую в банках, необходимо не менее чем за (2,5 ±0,5) ч до начала использования вынуть из холодильной камеры и выдержать при температуре +20…+25 °C и влажности 30–70% до полной стабилизации.
- Припойная паста для трафаретной печати, которая не была использована в течение рабочей смены, не должна смешиваться со свежей пастой. Остатки пасты рекомендуется складывать в отдельную тару и использовать в начале следующей смены (не больше чем через 12 ч).
- Припойную пасту в шприцах необходимо не менее чем за (1 ±0,5) ч до начала использования вынуть из холодильной камеры и выдержать при температуре +20…+25 °C и влажности 30–70% до полной стабилизации, после которой паста полностью готова к применению.
- Припойные пасты следует использовать при температуре окружающей среды в пределах +20…+25 °C и относительной влажности 30–70%.
Удаление остатков флюса припойных паст при эксплуатации изделий в жестких условиях обязательно, печатные узлы должны быть отмыты от остатков флюсов после пайки с применением отмывочных жидкостей и деионизированной воды.
Остатки флюса следует удалять промывкой паяных изделий отмывочными жидкостями (далее — ОЖ). Время между оплавлением и отмывкой не должно превышать 8 ч. На рис. 1 и 2 приведены профили оплавления оловянно-свинцовых и оловянно-висмутовых паст.
Требования к флюсам
Паяльные флюсы предназначены для использования в технологических процессахпайки и горячего лужения с целью удаления окисной пленки с паяемых поверхностей и припоя, защиты поверхности металлов и припоя от окисления в процессе пайки и снижения поверхностного натяжения расплавленного припоя на границе металл — припой — флюс. Отдельные марки паяльных флюсов могут использоваться для консервации монтажных элементов с целью защиты их от коррозии при долгосрочном хранении ПП и ЭРЭ.
Флюсы также применяются для селективной пайки, пайки волной при монтаже ЭМ РЭА, а также для облуживания и ручной пайки выводов ЭРЭ при сборке узлов РЭА. проводов, кабелей и жгутов.
В зависимости от максимальной температуры активности паяльные флюсы подразделяются на низкотемпературные (≤+450 °C) и высокотемпературные (>+450 °C).
По коррозионному действию флюсы разбиты на следующие группы:
- некоррозионные неактивированные — флюсы, относящиеся к этой группе, не оказывают коррозионного действия и имеют низкую флюсующую активность;
- некоррозионные слабоактивированные — флюсы, относящиеся к этой группе, не оказывают коррозионного действия на металлы и металлопокрытия и имеют повышенную флюсующую активность;
- слабокоррозионные активированные — флюсы, относящиеся к этой группе, могут вызывать коррозию на площади 3–5% от общей поверхности, покрытой остатками флюсов;
- коррозионные активные — флюсы, относящиеся к этой группе, могут вызывать коррозию на площади 40–60% от общей поверхности, покрытой остатками флюсов;
- коррозионные высокоактивные — флюсы, относящиеся к этой группе, могут вызывать коррозию на всей площади, занятой остатками флюсов.
- Флюсы для пайки электромонтажных соединений электронных модулей РЭС должны быть классифицированы по классам активности:
- класс L — низкая активность или отсутствие активности флюса/ остатков флюса;
- класс М — средняя активность флюса/остатков флюса;
- класс Н — высокая активность флюса/остатков флюса.
Классы флюсов для пайки электромонтаж ных соединений электронных модулей РЭС должны дополнительно характеризоваться добавлением индекса 0 или 1, который показывает соответственно отсутствие или наличие во флюсе галогенов.
Для пайки электромонтажных соединенийэлектронных модулей РЭС класса С должны быть использованы только флюсы класса L. Рекомендуется отмывка изделий от остатков флюса после пайки.
Для пайки электромонтажных соединений электронных модулей РЭС класса А и В по традиционной и бессвинцовой технологиям допускается использовать флюсы любого класса.
При работе по комбинированной технологии рекомендовано применять флюсы классов М и Н с последующей обязательной отмывкой изделий от остатков флюса после пайки.
Флюсы для пайки должны быть классифицированы в зависимости от химической основы нелетучей составляющей и в соответствии с их коррозионным действием и свойствами проводимости флюса или его остатков.
В зависимости от химической основы нелетучей составляющей флюсы для пайки должны быть классифицированы:
- на флюсы на основе натуральной канифоли (RO);
- флюсы на основе синтетической канифоли (RE);
- флюсы на основе органических соединений, отличных от натуральной и синтетической канифоли (OR);
- флюсы на основе неорганических кислот и/или солей (IN).
Классификация флюсов в соответствии с требованиями настоящего стандарта находится в области ответственности поставщика флюсов (табл. 11).
Соответствие между типами флюсов L, М и Н и классами флюсов на основе канифоли (R, RMA, RA и RSA), а также другими флюсами, такими как водорастворимые и синтетически активированные, согласно таблице 12.
Флюсы с малым содержанием твердых веществ, не требующие отмывки, могут быть выполнены на основе натуральной канифоли, синтетической канифоли, но могут и не содержать их. В этом случае они относятся к классу флюсов органического типа и обычно имеют уровень активности L или М.
Водорастворимые флюсы для электроники и синтетические активированные флюсы обычно имеют органическую основу (OR) и уровень активности Н.
Выбор марки флюса осуществляется в соответствии с его характеристиками под соответствующую область применения и используемое оборудование.
Классификация флюсов по активности приведена в таблице 13,
информация по области применения канифольных флюсов — в таблице 14.
Автор: Антон Волынин
Оригинал статьи
Обращайтесь по любым вопросам!
Подписывайтесь на наш канал, а также следите за нами в социальных сетях:
➡️ Telegram
➡️ VK
➡️ YouTube