Уплотнение песчано-глинистых форм встряхиванием – очень распространённый метод получения форм. Мы остановимся на том, как конструктив машины может нивелировать некоторые особенности метода.
Уплотнение смеси при встряхивании происходит за счёт энергии удара стола с опокой об основание машины. Частота ударов составляет 120 … 220 в минуту. Для уплотнения одной формы достаточно порядка 40 ударов. Подъём стола осуществляется на высоту от 25 до 80 см.
Встряхивание в чистом виде - процесс шумный и оказывает очень большую нагрузку на фундамент машины, поэтому существует масса конструктивных решений, которые смягчают такое воздействие.
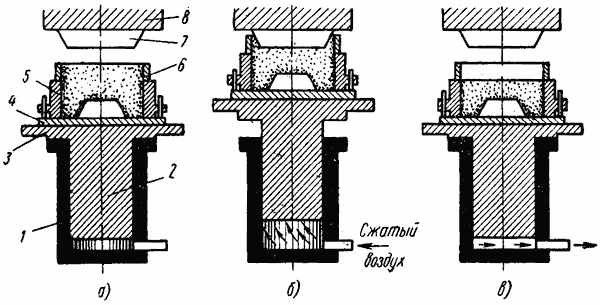
Например, использование пружин или подача сжатого воздуха в пространство между поршнем и основанием машины, а также в некоторых машинах предусмотрен встречный поршень, который в воздухе соударяясь с основным цилиндром гасит часть энергии от его падения.
Преимущества метода
При этом встряхивание обладает рядом преимуществ, которые способствуют его такому большому распространению и стойкому использованию несмотря на то, что существуют уже и более современные способы уплотнения.

Прежде всего, этот способ очень надёжный. Технология отработана годами и привычна многим заводчанам.
Метод ещё и распространён из-за своей универсальности. Этим способом можно получать отливки разного веса, сложности как в мелко-, так и крупносерийном производстве.
Кроме того, встряхивание нетребовательно к прочности формовочных смесей – для получения форм на механизированном конвейере достаточно, чтобы прочность при сжатии во влажном состоянии смеси составляла всего 0,6 … 0,8 кг/см2.
Недостатки метода
Однако за годы работ с этим методом он обнаружил и множество недостатков, а именно:
1. Высокие энергозатраты – необходимо поднимать на высоту, обрушивать и резко тормозить многотонные конструкции со столом, модельными плитами, опоками и смесью
2. Большая нагрузка на фундаменты машин и зданий цехов
3. Низкая производительность
4. Сложность в контроле за плотностью набивки форм
5. Трудность встраивания метода в автоматический процесс
6. Тяжёлые условия труда рабочих – сильный шум и запылённость
Также необходимо учитывать, что при встряхивании очень хорошо уплотняются нижние слои формы – лад. А контрлад остаётся недоуплотнённым.
Эти недостатки отчасти решаются применением ручного трамбования верхних слоёв форм, но это не приемлемо в автоматизированном производстве.
Подпрессовка верхних слоёв формы
Проблему недоуплотнённости верхних слоёв формы решили использованием дополнительного верхнего прессования формы.
- оно может осуществляться просто плоской прессовой плитой.
- либо использованием многоплунжерной прессовой головки.
При использовании плоской прессовой плиты обнаруживается существенный недостаток – прессование контрлада происходит неравномерно.
Так как высота от контрлада до поверхности моделей разная, а прессовая плита «давит» с одинаковым усилием, получается, что в местах небольшой высоты столба смеси происходит переуплотнение смеси, а на участках большой высоты – недоуплотнение.
Бороться с этим помогает применение многоплунжерной головки вместо жёсткой прессовой колодки.
Принцип использования многоплунжерной головки
Многоплунжерная головка – представляет собой большое число прессующих башмаков или цилиндров, собранных в единый механизм. Их может быть использовано до сотни штук!
Движение осуществляется за счёт гидравлического привода, и каждый башмак прессует находящийся под ним участок смеси.
Такое прессование может быть активным или пассивным.
В активной плунжерной головке масло под давлением находится в общем для, всех цилиндров пространстве и каждая головка оказывает необходимое для уплотнения давление на контрлад формы.
В случае пассивного устройства масло в рабочем пространстве цилиндров находится без давления, но с постоянным объёмом. Блок многоплунжерной головки двигается вместе с уплотняющим элементом, и башмаки сдавливают смесь в меру её податливости.
Нашей компанией уже реализовано несколько проектов с применением встряхивающих машин с многоплунжерной подпрессовкой.
#slt #литейное производство #цилиндр #преимущества #смесь #доставка