Вспоминаем интересный кейс нашей компании: тогда по заказу компании нефтегазовой отрасли мы изготовили полимерную втулку больших размеров для нефтегазового оборудования. Для этого разработали и изготовили уникальный режущий инструмент для токарного станка.

За 16 лет развития в сфере производства пластиковых комплектующих деталей и корпусов мы сотрудничали с компаниями разных отраслей промышленности. Среди них предприятия лесной, топливной, легкой, пищевой промышленности, электроэнергетики, машиностроения, а также строительные, металлообрабатывающие и другие компании. Каждый раз – новые интересные задачи!
В этот раз с задачей изготовить полимерную деталь обратилась компания-поставщик роботизированных скважинных систем для нефтегазовой отрасли. Требовалась втулка из инженерного пластика для крупногабаритного нефтяного оборудования, которое используется для разработок новых нефтяных месторождений.
Цикл жизни месторождений нефти достаточно длительный – поиск, разведка, оценка объема нефтяных запасов, подготовка к нефтедобыче, далее промышленная добыча нефти, затем ликвидация месторождения. Для обустройства месторождений, строительства объектов нефтегазового комплекса и их обслуживания используются инновационные разработки – роботизированное высокотехнологичное оборудование, изготовленное из прочных износостойких материалов с высокими эксплуатационными качествами.
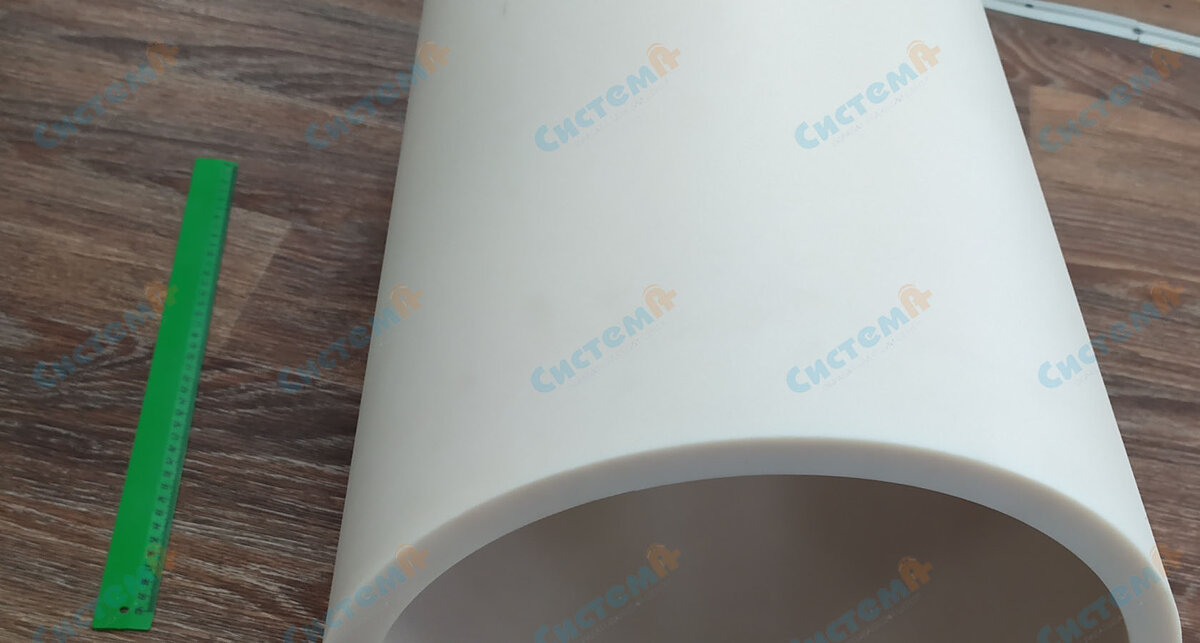
Клиент предоставил конструкторскую документацию. Важным требованием к проекту был строгое соблюдение всех условия технического задания, обработка согласно чертежу. Особенностью проекта стали габариты детали – требовалось изготовить втулку размером 670х446мм.
По техническим требованиям для производства втулки требовался полиамид-6, известный также как капролон. Среди его эксплуатационных качеств:
— прочность;
— устойчивость к коррозии;
— низкий коэффициент трения и высокие антифрикционные свойства;
— диэлектрические свойства;
— стойкость к воздействию спиртов, масел, щелочных растворов, углеводородов;
— диапазон рабочей температуры от -40°С до +70°С;
— стойкость к износу.
Клиент предоставил рабочие чертежи, поэтому инженеры-конструкторы отдела проектирования лишь адаптировали их для нашего автоматизированного производственного оборудования с ЧПУ.
Для обработки полиамида была выбрана технология точения, но требовался специальный инструмент для изготовления втулки таких размеров. Наше производственное предприятие занимает площадь более 3 000 м2 и оснащено технологичным оборудованием, которое мы ежегодно обновляем и модифицируем. Поэтому разработка и изготовление специального режущего инструмента для производства детали больших размеров стало интересной задачей для нашей команды! Когда инструмент был готов, в производство запустили деталь. Инструмент функционировал исправно, обработка прошла без нареканий.
Готовую втулку отправили клиенту для тестирования в рабочей среде. В ходе испытаний выяснилось, что внутренний диаметр требуется доработать. Мы исправили небольшие погрешности и доработали диаметр. Доработанную втулку снова отправили клиенту на тестирование – оно прошло успешно!
Сейчас деталь установлена в оборудование – комментарии о работе положительные. Весь процесс производства, включая доработку, занял 15 дней.