Процесс ковки металла начинается с выбора металла, необходимого для ковки, и металл может быть литой заготовкой или литым бруском и т.д. Вес и размер сырья, необходимого для ковки, могут быть рассчитаны с учетом процесса ковки, размеров штампа, припуска на усадку, размеров конечной детали и т.д. Заготовка требуемого размера и длины вырезается в соответствии с требуемым весом, и это ваша заготовка.
Вы можете выбрать процесс ковки, предназначенный для данной детали. Чтобы объяснить, давайте рассмотрим метод открытой штамповки. Горячая заготовка непрерывно обрабатывается кузнечным молотком, и кузнец (оператор) манипулирует заготовкой для достижения желаемой формы.
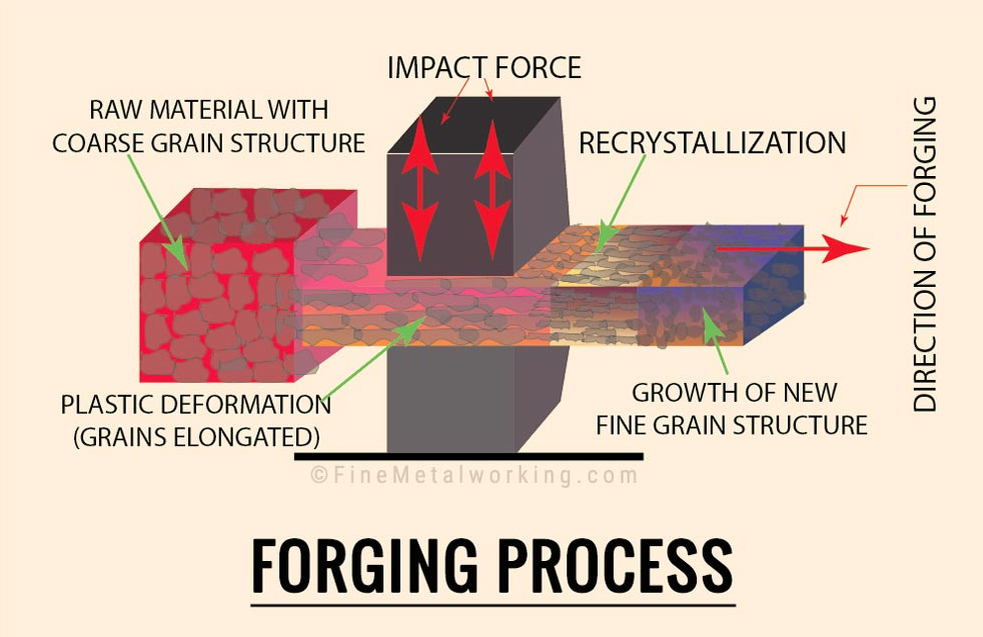
Во время этого процесса ковки крупнозернистая структура литой заготовки разрушается, что приводит к перекристаллизации и образованию более мелкозернистой структуры. Кроме того, дефекты в литой заготовке, такие как пористость, усадка и пустоты, устраняются или сводятся к минимуму за счет приложенных сил сжатия, и это улучшает структурную целостность металла.
Включение, если таковое имеется, в металле разрушается и распределяется по всей кованой детали. Процесс ковки металла дает определенные преимущества в механических свойствах выковываемой детали по сравнению с процессами литья или механической обработки.
Поток зерен в направлении и форме ковки придает детали необходимую прочность. Общая механическая прочность детали повышается за счет процесса ковки.
Ковка приводит к выравниванию потока зерна и достижению наилучшей направленности. Термическая обработка после ковки повысит прочность.
Процесс ковки называется горячей ковкой, когда металл заготовки нагревается до температуры перекристаллизации, а процесс ковки называется холодным, если ковка выполняется при комнатной температуре. В общем, термин "ковка" относится к процессу горячей ковки.
Обычно ковкие металлы или металлы, которые становятся пластичными после нагрева, могут быть выкованы. Кованые изделия из различных металлов включают легированные стали, углеродистые стали, инструментальные стали, нержавеющие стали, алюминий, латунь, медь, титан, никелевые сплавы и т.д.
В процессе ковки изготавливаются детали с неизменным металлургическим качеством и хорошими прочностными и усталостными свойствами. Экономика процесса ковки зависит как от количества требуемых поковок, так и от их размера. Если ковка весит больше, то даже небольшое количество может стать экономичным для ковки по сравнению с механической обработкой.
Точность размеров ковки зависит от кузнечной способности металла. Несмотря на то, что многие металлы могут быть выкованы, пластичные металлы обладают лучшей способностью к ковке и лучшей допускаемой размерностью. Поковки предпочтительнее механической обработки деталей, которые должны быть безотказными (отказ будет дорогостоящим или катастрофическим).