
Данный факультатив основан на вопросах читателей.
Давайте посмотрим, какие методы контроля применимы к продукции, поставляемой внутренними поставщиками. С внешними все более-менее понятно, тут есть ГОСТ 24297 для гражданкой поставки, есть ГОСТ РВ 0015-308 для военных.
А как относиться к внутренней поставке?
Мы уже говорили о концепции внутреннего потребителя в СМК, но, если есть внутренний потребитель, значит должен быть и внутренний поставщик.
Попробую перечислить категории внутренних поставок:
- документация, передаваемая далее в производство;
- полуфабрикаты;
- заготовки;
- информация;
- свойства и характеристики продукции (услуг);
- и т.д.
С точки зрения процессов внутренней поставки довольно трудно определить критичность данных процессов для всего производства. Я сейчас оставлю за рамками разговора серийное и массовое производство, там своя специфика, и проблем обычно не возникает, т.к. в производстве велика доля автоматизации, в т.ч. процессов контроля качества продукции между технологическими операциями.
Самый трэш обычно наступает в мелкой серии. Тут как раз и бывает клинч между службой качества и, например, технологами, какой метод контроля применять при передаче продукции с одного этапа производства на другой.
Входной контроль? Если да, то насколько полный? 100% или выборочный? Или отдать на это откуп ОТК перед передачей продукции дальше по технологической линии?
Классика - передача в производство чертежей, на которых конструкторы и технологи забыли подписи поставить. Процедуру что ли писать на эту тему???
Понятно, что любой контроль - это затраты времени, средств, может быть, материалов или ресурса изделия. Но отсутствие контроля - это однозначно высокие риски.
Так как же быть?
Вариантов, как обычно, масса. Главное, чтобы и руководство организации, и служба качества, и производство осознавали риски, относящиеся к своим решениям в данной области.
Допустим, у нас происходит входной контроль при получении продукции от внутреннего поставщика.
Для производств, работающих на критическую продукцию (например, огнетушители, кованые колесные диски и что-то подобное), это может быть и круто! Ведь от качества продукции на этапах производства зависят жизни людей. НО. Нужно всегда оценить, насколько это затратно с точки зрения соотношения "цена/качество"? Вероятно, выборочный входной контроль будет весьма не затратен и прост в реализации. Тут полезно изучить ГОСТ Р ИСО 2859-1-2007. Ну и Excel в помощь! Я бы с удовольствием занялся такими вещами, но у меня производство более чем единичное... Не всегда 100% входной контроль на внутреннем потреблении оправдан, хотя это как раз экстремум качества.
В мелкой серии и в единичном производстве хорошо себя оправдают и карты пооперационного контроля или межцеховые карты (записки). Суть в том, что после выполнения ключевых операций или при передаче полуфабрикатов из цеха в цех (с участка на участок) работает ОТК, проверяя качество выполнения финальных операций на каждом этапе перед передачей продукции на другой. В этом случае можно не проводить входной контроль на этапе получения полуфабрикатов из другого цеха или участка.
Все зависит от критичности рисков, которые организация может понести.
Но вот ГОСТ РВ 0015-002-2020 мне нравится больше всего, смотрите:
8.5.1.4 Организация с установленной периодичностью должна принимать меры по подтверждению того, что созданные условия для производства продукции (выполнения работ, оказания услуг), технологические процессы (операции), технологическое оснащение и оборудование, персонал, техническая документация, средства измерения и контроля обеспечивают производство продукции (выполнение работ, оказание услуг), соответствующей заданным требованиям.
И мы приходим к аттестации технологических процессов.
Аттестация технологических процессов начинается с определения требований к ним (КД, ТД требований заказчика к продукции), затем происходит анализ соответствия имеемых ресурсов для выполнения технологических процессов, затем делается вывод о том, соответствуют ли процессы требованиям или нет.
Таким образом снижаются риски и процессы становятся управляемыми.
Пример. Попробуем аттестовать технологический процесс сварки.
Оцениваем условия проведения процесса. Это все, от наличия СИЗ, до температуры и влажности в месте производства процесса. Они соответствуют заданным?
Пример - сварка крупногабаритных деталей в среде аргона. Смотрите, как это выглядит для велосипедов.
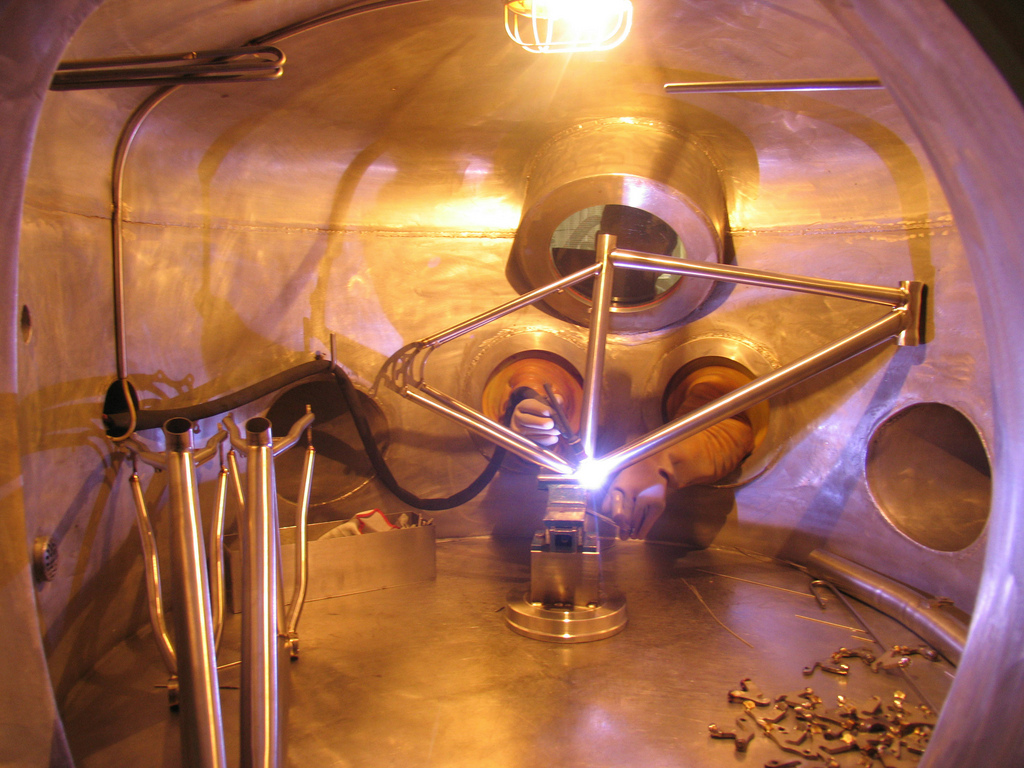
Для подводных лодок - тема вообще отдельная. Там камеры побольше и рабочие в них в скафандрах заходят.
Далее, проверяем соответствие технологических процессов на соответствие требованиям по качеству готовой продукции. Самый простой путь - провести работу в соответствии с технологией и подвергнуть изделия разрушающему (или нет) контролю. Затратно? Да. Но это надо сделать раз в год, а не на 100% изделий, тем более, разрушающие методы тут и не подойдут, какой смысл разрушать 100% созданного? Ну мы же все ездим в машинах? Краш-тесты знаете что такое? )
Проверяем наличие и соответствие оборудования и оснастки требованиям процесса
Проверяем, соответствует ли требованиям к процессу квалификация персонала, применяемые средства измерения и контроля?
Проверяем, эффективны ли методы контроля качества для обеспечения соответствия результатов процесса требованиям?
Смотрите, а ведь я ничего нового не сказал, все это называется подготовкой производства )))
Если что-то из перечисленного не соответствует требованиям - готовим производство. Закупаем оборудование, обучаем сварщиков, да все что угодно, вы это в процессе аттестации поймете.
Если все хорошо, то оформляем Акт об аттестации процесса, как угодно его назовите ) У нас это называется Акт на право применения технологии. И вы уже снизили риски настолько, что после аттестованных процессов вы можете не устраивать сплошной контроль продукции, поступившей с этого этапа далее в производство.
В качестве вывода я могу посоветовать следующее. Просчитывайте затраты на качество, желательно, в рублях. Ведь по сути, объем контроля внутреннего поставщика вы выбираете сами. И это действительно индивидуальная для всех тема.
А если кто-то пытается без обоснования снизить трудозатраты на качество, особенно в критически важных производствах (процессах), составьте бумагу от его имени, мол,
"я, такой-то, такой-то, принимаю решение не проводить контроль качества продукции на следующих стадиях производства:
1)...
2)...
3)...
при этом несу полную материальную, административную, уголовную ответственность за принятое мной данное решение.
Дата, подпись, расшифровка."
И попросите апологета снижения уровня контроля качества это подписать.
Что-то мне подсказывает, что итог немного предсказуем )))) Ибо каждая задница СВОИ риски умеет оценивать.