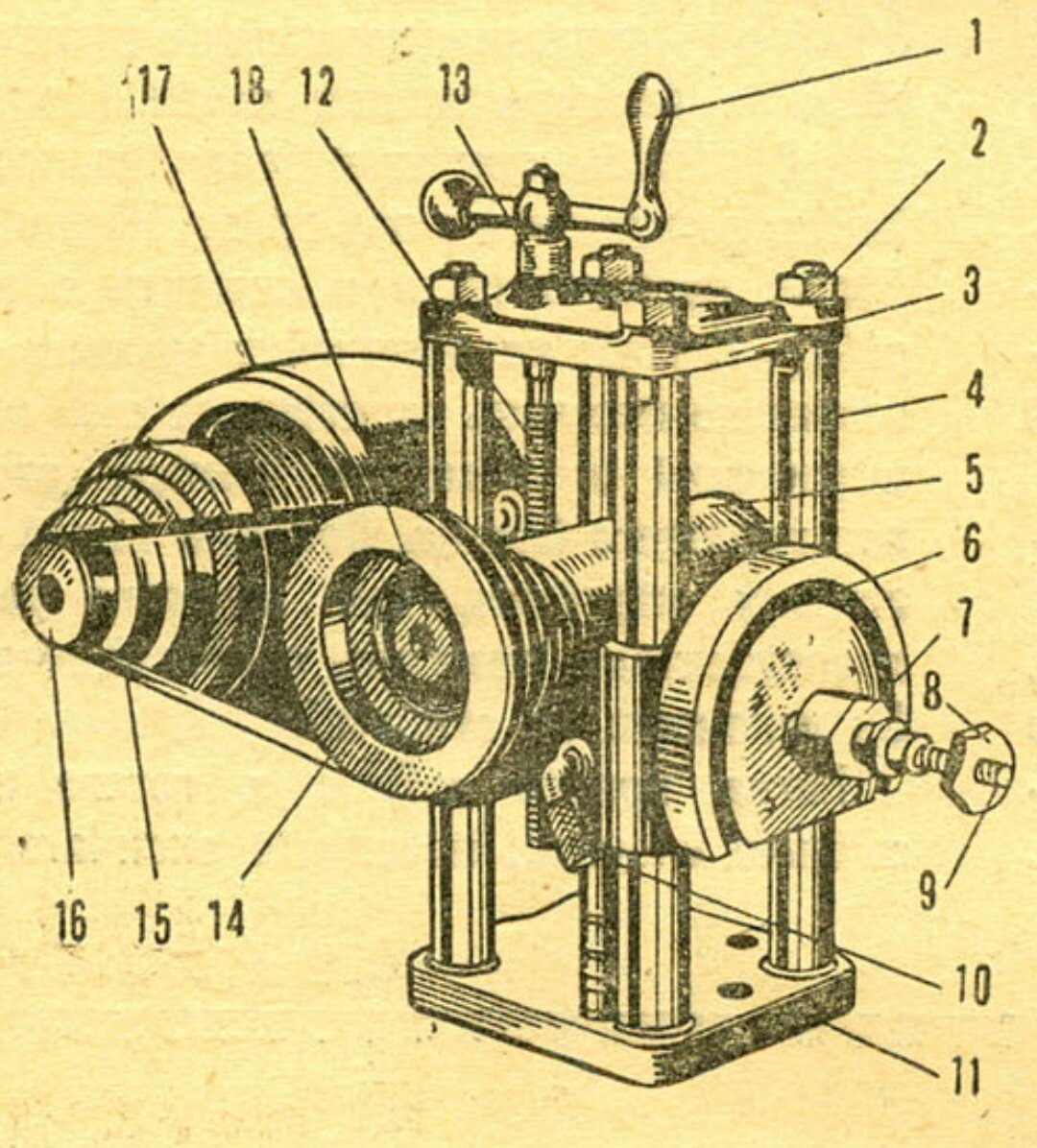
Рис. 1. Общий вид приспособления: 1 — рукоятка, 2,8 — гайки, 3 — крышка, 4 — направляющая колонка (4 шт.) 5 — червячный редуктор, 6 — Т образный паз, 7 — зажимная гайка, 9 — шпиндель, 10 — стопор, 11 — основание, 12 — винт, 13 — маточная гайка, 14 — блок ведомых шкивов, 15 — клиновой ремень, 16 — блок ведущих шкивов, 17—электродвигатель, 18 — отверстие для закрепления инструментов с конусами.
Приспособление (рис. 1) крепится к верхнему суппорту токарного станка вместо резцедержателя. Это самостоятельный узел с автономным электроприводом и устройством для крепления различных инструментов. Скорость вращения инструмента для обеспечения нужных режимов резания при различных операциях может меняться.
Приспособление состоит из двух частей — неподвижной и подвижной. Части первой — нижнее основание 11, крепящееся к верхнему суппорту токарного станка, направляющие колонки 4 и крышка 3. Жесткость системы обеспечивается с помощью шпилек, ввернутых в основание 11, проходящих через направляющие колонки 4, крышку 3 и затягиваемых гайками 2.
Подвижная часть состоит из червячного редуктора 5, к которому жестко прикреплен электродвигатель 17. Корпус редуктора имеет четыре прилива, в отверстия которых на скользящей посадке входят направляющие колонки 4 неподвижной части. При помощи рукоятки 1, винта 12 и маточной гайки 13 подвижная часть может перемещаться по вертикали. Подвижная часть фиксируется на нужной высоте стопором 10.
На валу электродвигателя 17 и первичном валу червячного редуктора 5 жестко закреплены блоки ведущих и ведомых 14 шкивов. Переставляя клиновой ремень 15, можно получить четыре различные скорости вращения рабочего инструмента.
На вторичный вал червячного редуктора 5 насажен шпиндель 9 на котором с помощью гайки 8 устанавливаются ‘дисковые фрезы. Пальцевые фрезы закрепляются в отверстие 18. На передней стенке корпуса червячного редуктора имеется кольцевой Т-образный паз для дополнительной шлифовальной приставки. Корпус ее крепится к корпусу червячного редуктора двумя специальными болтами с квадратными головками, входящими в кольцевой Т-образный паз 6.
В корпусе приставки на двух шариковых подшипниках установлен шпиндель, имеющий на обоих концах резьбу. На одном крепится шкив, на другом — инструмент, например шлифовальный круг.
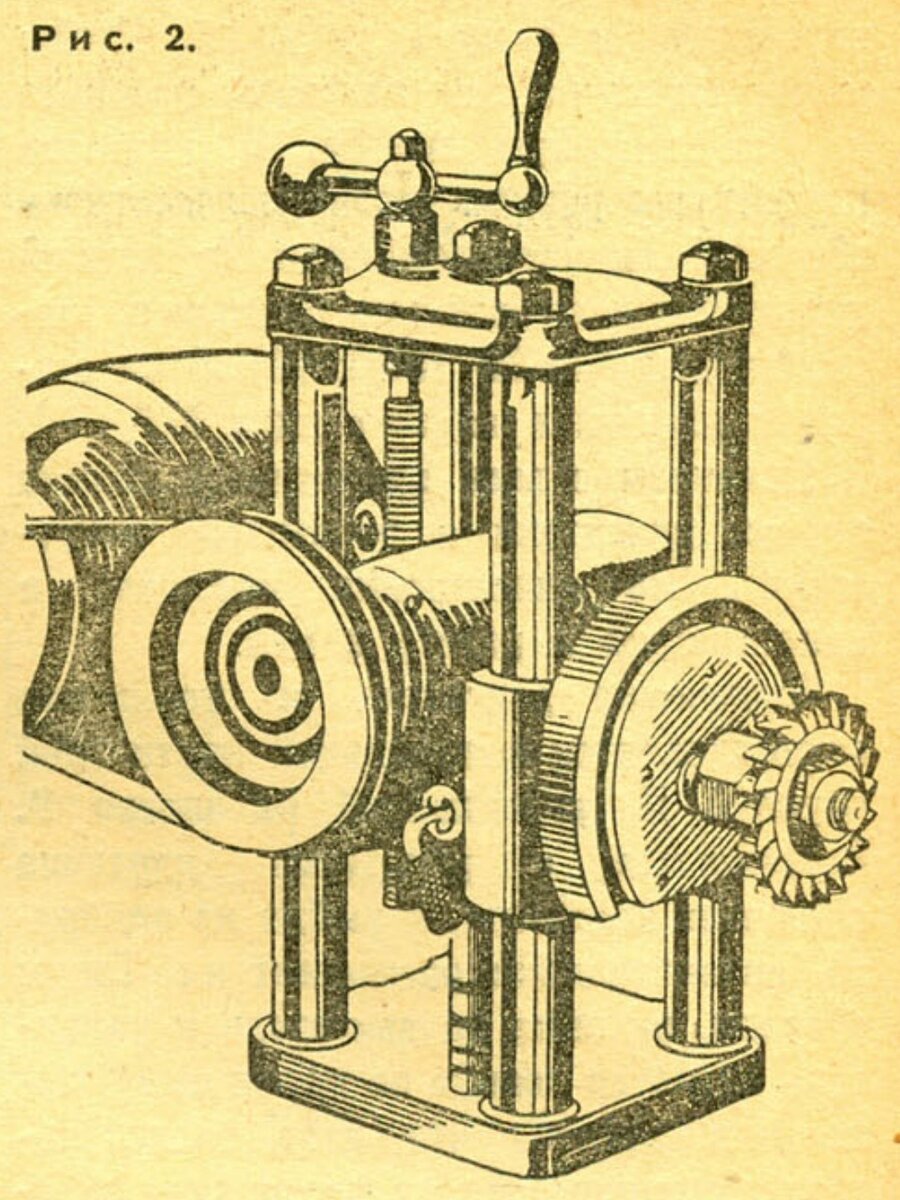
Теперь посмотрим, как работает это приспособление с разными инструментами. На рисунке 2 оно показано с фрезой. Нарезается шпоночная канавка. Чтобы перемещать инструмент вверх и вниз, поворачивают рукоятку 1 (см. рис. 1). Движением суппорта токарного станка достигается поперечная подача. Если нужна продольная подача инструмента, включается самоход.
На рисунке 3 изображено, как производить фрезерование продольного паза на валике. Чтобы валик не вращался, включают шестерни перебора токарного станка.
Можно работать и торцевой фрезой (рис. 4). Центр передней бабки несколько смещен (в зависимости от конуса обрабатываемой полуоси).
На рисунке 5 видно, что в приспособление уже установлен шлифовальный круг. Поворачивая головку, легко с обработки цилиндрических поверхностей перейти к обработке конических.
На рисунке 6 показана заточка развертки наждачным кругом, на рисунке 7 — нарезка дисковой фрезой червяка.
Червяк закреплен на валике, который вращается в центрах токарного станка с помощью поводка. Угол наклона дисковой фрезы зависит от шага червяка.
Если в цилиндрической шестерне нужно продолбить канавку для шпонки (рис. 8), то на вал приспособления устанавливают кривошипный механизм, состоящий из шатуна и ползушки, шарнирно скрепленной с резцовой головкой. Рабочий ход — вперед. Двигаясь назад, резец, приподнимаясь на шарнире, выключается. Корпус долбежной приставки крепится к корпусу редуктора нашего приспособления; другая сторона упирается в обрабатываемую деталь.
В заключение рассказа о приспособлении оговоримся, что предлагаемый проект не рабочий, а эскизный. Если кто захочет сделать подобное приспособление, многое ему придется додумывать самому. Вот лишь некоторые исходные данные. В качестве привода универсального приспособления можно использовать электродвигатели типа АОЛ-22-4 мощностью 0,4 квт со скоростью вращения вала 1400 об/мин или АОЛ-22-2 мощностью 0,6 квт — 1400 об/мин. Блоки ведущих и ведомых шкивов одинаковы и состоят из шкивов диаметром 80, 113, 160 и 226 мм, дающих передаточные отношения 22,6; 11,3; 56 м 2,8. Четырех заходный червяк и червячное колесо с числом зубьев z=32 дают передаточное отношение |=8. Модуль червячной передачи т =3. В комбинации с одной из пар шкивов на рабочем инструменте можно получить при скорости вращения электродвигателя n =1400 об/мин — 62, 124, 248 и 496 об/мин. .
Н. МИХАЙЛОВСКИЙ, г. Харьков