Приветствую вас уважаемые читатели канала MastakSvarka. Давайте вместе представим, что мы переместились в 20 век в 1939 год. Множество разных изобретений и патентов, которые кажутся интересными и в тоже время нелепыми. Давайте рассмотрим одно из этих необычных изобретений в области сварки.
1939 год. Применяемые в настоящее время способы сварки угловых соединений (тавр, нахлестка и др.), в особенности при положении в лодочку, не дают провара вершины угла. Вследствие этого в технические условия на основные сварные конструкции, в частности, на вагонные, введены ограничения: при сварке первого слоя угловых соединений не разрешается применять электроды диаметром свыше 5 мм для более глубокого проникновения в вершину угла. Однако, и при электроде диаметром в 5 мм при положениях детали в лодочку, как правило, получается непровар вершины, что приводит или к значительному ослаблению сварного соединения или при налаженном внутреннем контроле должно приводить к массовому браку. Кроме того, ограничение применения диаметров электродов вызывает резкое понижение производительности сварки. Предлагаемый способ сварки, имеющий целью обеспечить надежность провара вершины угла даже при больших диаметрах электрода, заключается в следующем:
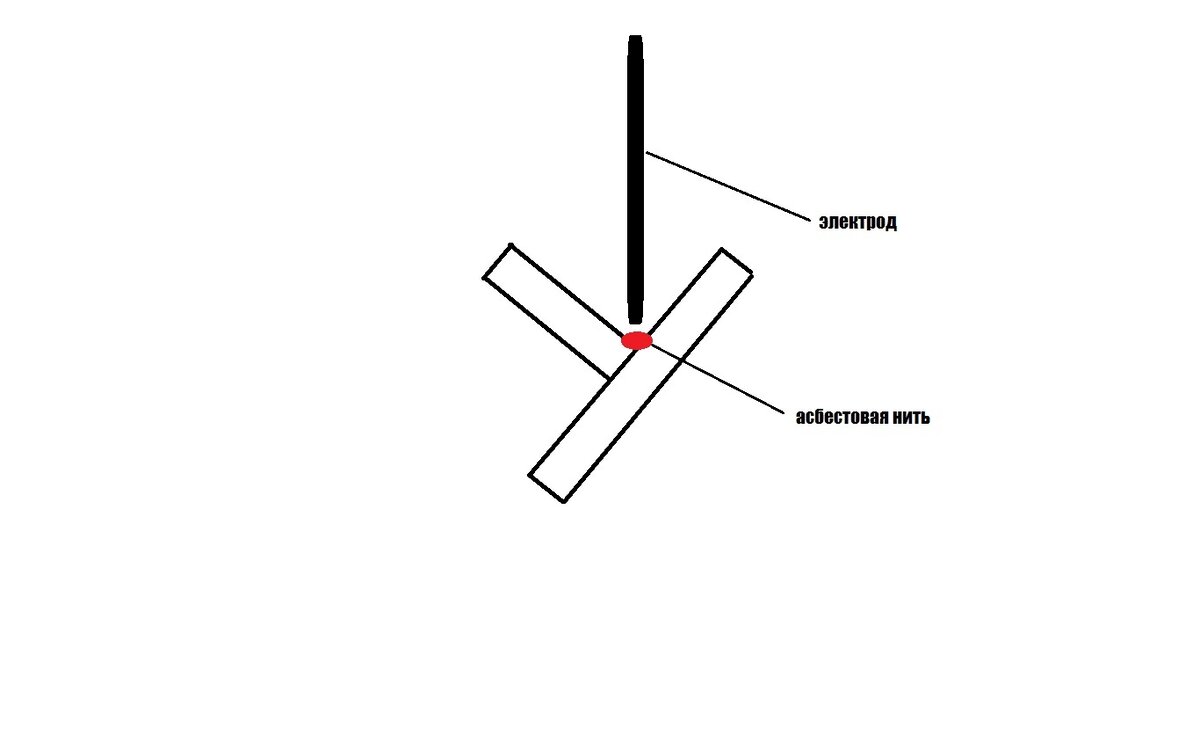
В вершину угла (см. чертеж) закладывается асбестовая нить, которая, сгорая под действием тепла вольтовой дуги, развивает реакции, способствующие значительной глубине провара, и хорошо сплавляет кромку; кроме того, лежащий в углу асбест не позволяет затекать шлаку вперед дуги. Электроды при этом могут применяться любых марок, как тонко обмазанные, так и толсто обмазанные.
Предлагаемый способ сварки может применяться как при наклонном, так и при лежачем электроде, в ручном и автоматическом процессе. Преимущество такого способа сварки заключается:
1) в возможности применения при сварке угловых соединений повышенных диаметров электродов, благодаря чему в несколько раз увеличится производительность;
2) в создании глубокого провара, повышающего надежность углового сварного соединения. Кроме того, при тонко обмазанном электроде получается возможность газовой защиты металлов.